 2014-01-31
2014-01-31 763
763D2 – 4…9
D – 4, 5, 6, 7, 8
D2– 3…10
D – 4, 6, 8
D2 D1
D2 d
Для гайки: 6H 6G
Посадки с большим гарантированным зазором следует применять при высоких Т С, когда необходима легкая свинчиваемость, при загрязнении, когда наносят антикоррозийные покрытия.
С, когда необходима легкая свинчиваемость, при загрязнении, когда наносят антикоррозийные покрытия.
Поля допусков диаметров впадин d1 и D специально не регламентируются.
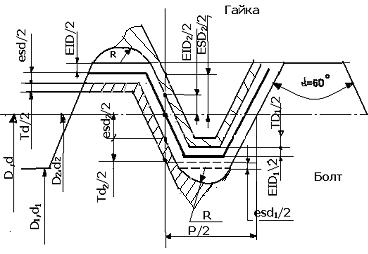
Допуск среднего диаметра резьбы с зазором складывается из следующих составляющих:
TD2 (Td2) = ΔD2 (Δd2) + f p + f α; где
ΔD2 (Δd2) – собственное отклонение среднего диаметра;
f p – диаметральная компенсация погрешности шага резьбы;
f α – диаметральная компенсация погрешности угла профиля;
*Степень точности:
– для наружной резьбы
–для внутренней резьбы
Схема полей допусков соединения с зазором (типа G/g)
Основным допуском принят допуск, соответствующий 6-ой степени точности, допуски остальных степеней определяются умножением Т6 на коэффициенты:
| Степень точности | ||||||||
| Коэффициент | 0,5 | 0,63 | 0,8 | 1,25 | 1,6 | 2,5 |
Пример обозначения:
M12 – – (резьба метрическая, d = 12мм, шаг крупный; 6 Н –поле допуска на D2; 6 G – на D1; 6 h – поле допуска на d и d2)
– (резьба метрическая, d = 12мм, шаг крупный; 6 Н –поле допуска на D2; 6 G – на D1; 6 h – поле допуска на d и d2)
M12 – –LH – (LH обозначает левую резьбу);
–LH – (LH обозначает левую резьбу);
М12 – 6g -60 – (60 длина свинчивания резьбы);
М12 –6g –R – (R означает обязательное скругление впадин резьбы).
Посадки с натягом (ГОСТ 4608 -81)
Используется тогда, когда недопустимо соединение типа “болт-гайка”, то есть недопустимо самоотвинчивание из-за вибрации.
Посадки с натягом используют только в системе отверстия.
Для посадок с натягом необходимо устанавливать весьма малые допуски на средний диаметр, так как при больших допусках возможно или проворачивание шпилек при затяжке (при Nmin) или разрушение резьбы (при Nmax).
D2 - 2Н;
Основные отклонения С, D (выполняется подрезка для компенсации вытесняемого материала);
D – EI =0; ES – не нормируется
d2 – степени точности 2, 3; основные отклонения n, p,r
d – 6 Основные отклонения e, c (подрезка вершин для компенсации вытесняемого материала).
d1 – es d1 = es d2; ei d1 – не нормируется.
Схема полей допусков основных отклонений среднего диаметра резьбы:
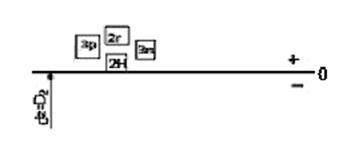
Схема полей допусков резьбового соединения
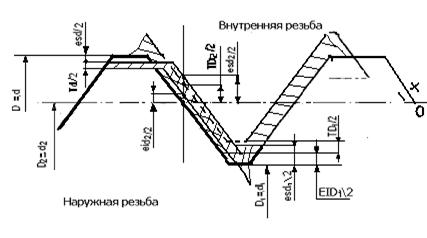
Для устранения заклинивания при свинчивании тугой резьбы по наружному и внутреннему диаметрам предусмотрены гарантированные зазоры: (так как после деформации металла зазоры становятся намного меньше нормальных).
Примеры обозначения:  .
.
Для повышения циклической прочности шпилек необходимо, чтобы по внутреннему диаметру резьбы был обеспечен зазор и после свинчивания деталей.
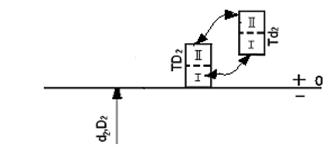
Для обеспечения более однородного натяга, исключения зазора (H/h, H/g) и повышения прочности соединений резьбовые детали сортируют на группы, а затем собирают из одноименных групп (селективная сборка).
Условные обозначения:

 — с сортировкой на 2 группы;
— с сортировкой на 2 группы;

 — на 3 группы
— на 3 группы

Для резьб с натягом установлены допускаемые отклонения половины угла профиля α и шага p на длине свинчивания. Экспериментально установлено, что погрешности близкие к максимальным снижают крутящий момент на 10– 15%.
Овальность по d2 не более 1/4 Td2.
Конусность не допускается.








