 2014-01-31
2014-01-31 785
785Классы точности резьбы
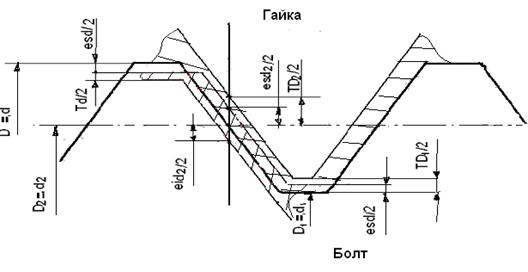
Схема полей допусков основных отклонений среднего диаметра резьбы
D1 – 6H
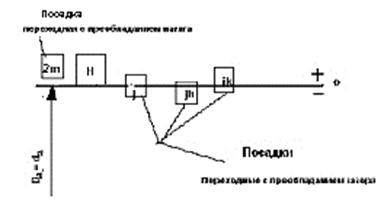
Переходные посадки резьбовых соединений
(ГОСТ 24834 - 81)
Применяются при заклинивании резьбы: по коническому сбегу, плоскому бурту, цилиндрической цапфе, исключают самоотвинчивание резьбы.
Поля допусков:
Для внутренней резьбы:
D2 - степени точности 3,4,5; основное отклонение – Н.
D – EI =0; ES – не нормируется.
Для наружной резьбы:
d2 – степени точности 2, 4; основные отклонения j; jh; jk; m
d – 6 g (подрезка вершин для компенсации вытесняемого материала).
d1 – es d1 = es d2; ei d1 – не нормируется.
Примеры обозначения: 
 .
.
Схема полей допуска резьбового соединения
Во многих странах поля допусков сгруппированы в 3 класса точности:
– точный (3-5); (условные понятия)
– средний (6-7);
–грубый (8-9);
Их используют для сравнительной оценки точности резьбы.
Точный – рекомендуется для ответственных статически нагруженных резьбовых соединений.
Средний – резьбы общего применения.
Грубый – на горячекатаных заготовках, в длинных глухих отверстиях.
Длины свинчивания резьбы делятся на короткие– S; нормальные– N; длинные– L.
При разных длинах, при одном и том же классе точности допуск среднего диаметра следует увеличивать при увеличении длины свинчивания на степень точности 1.
Тd2 S < Td2 N < Td2 L
5 < 6 < 7
Если длина свинчивания относитcя к L или S, (но меньше, чем вся длина резьбы), это оговаривается в обозначении резьбы или технических требованиях.
Для резьб из пластмасс не допускается применение мелких шагов резьбы (вызвано меньшей прочностью). Обозначение резьб для пластмасс должно содержать ГОСТ, по которому принимаются параметры этих резьб.
M 5×1,5 – 8g ГОСТ 11709 – 81.








