 2013-12-31
2013-12-31 1147
1147Установка топливной аппаратуры
Установка сцепления
Установка распределительных шестерен на задний торец блока цилиндров
Распределительные шестерни устанавливаются по меткам, как показано на рис. 5.
Затяжка болтов, крепящих ось ведущей шестерни привода распределительного вала к блоку, производится в 2 приема (предварительно и окончательно) моментом затяжки 50—60 Н*м.
Болт крепления роликоподшипника ведущей шестерни распределительного вала затягивается моментом затяжки 90—100 Н*м.
Окружной зазор в зацеплении шестерен газораспределительного механизма при рабочем положении двигателя составляет 0,1—0,3 мм. Замер производится щупом в 3 точках.
Сцепление перед установкой на маховик тщательно обдувается сжатым воздухом. При установке сцепления на маховик ведомые диски центрируются относительно оси коленчатого вала с помощью шлицевой оправки.
Средний ведущий диск в сборе и нажимной диск с кожухом в сборе устанавливаются на маховике двигателя без дополнительной подгонки, причем средний ведущий диск должен перемещаться в пазах маховика под давлением отжимных рычагов. При установке среднего ведущего диска поверхности концов отжимных рычагов смазываются смазкой № 158.
Затяжка болтов крепления нажимного диска сцепления с кожухом в сборе к маховику производится равномерно без перекосов. Окончательно болты затягиваются моментом 55—63 Н*м.
Собранный двигатель окрашивается алюминиевой нитроглифталевой эмалью НЦ МРТУ-10-895-69 без грунта. Стартер, генератор, масляные фильтры, воздушный фильтр и крыльчатка вентилятора окрашиваются в черный цвет эмалью НЦ-184.
Детали и узлы топливного насоса высокого давления, регулятора скоростного режима, топливного насоса низкого давления, ручного насоса и форсунки тщательно промываются в летнем дизельном топливе, а плунжерные пары, нагнетательные клапаны и распылители — в авиационном бензине Б-70. После промывки детали обдуваются сухим сжатым воздухом. Протирка деталей обтирочными материалами не допускается.
Повреждения в металлической оплетке резиновых рукавов и вмятин глубиной более 2 мм на стальных трубопроводах не допускаются. Топливопроводы низкого давления перед сборкой проверяются на герметичность воздухом давлением 0,3 МПа. Понижение давления воздуха не допускается. Перед установкой на двигатель трубопроводы промываются дизельным топливом и продуваются сжатым воздухом.
Установка гильз цилиндров в блок. Перед установкой гильз цилиндров в блок на фаски наносится смазка типа ЦИАТИМ. Гильзы цилиндров вставляются в блок усилием руки осторожно, не допуская срезания выступающих из канавок уплотнительных колец. На верхнем торце каждой гильзы со стороны, обращенной к вентилятору, наносится номер цилиндра.
Подготовка и установка поршней в гильзы цилиндров в сборе с кольцами, пальцами и шатунами. Поршень с пальцем и шатуном, собирается после нагрева поршня до температуры 80...100°С. Отверстия в шатуне под пальцем и сам палец предварительно обильно смазываются дизельным маслом. Палец устанавливается усилием большого пальца руки. Запрессовка пальца в поршень не допускается. Выточки на поршне и пазы под усы вкладышей на шатуне располагаются в одну сторону. Поршневые пальцы от осевого перемещения надежно фиксируются стопорными кольцами.
Поршневые кольца перед постановкой на поршень должны иметь определенные размеры. Зазор поршневых колец замеряется в калибре диаметром 120+0,03 мм.
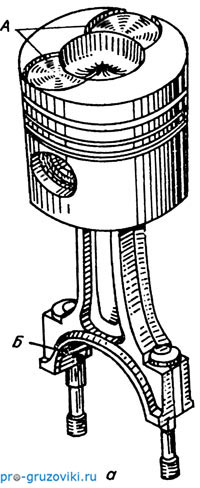
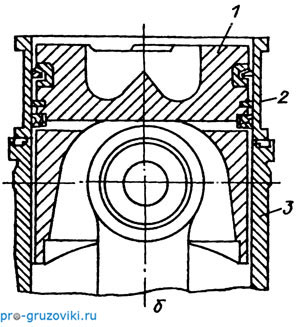
Рис. 12. Установка поршня с шатуном в сборе в гильзу цилиндров:
а — поршень с шатуном в сборе: А — выемки для клапанов; Б — уступ (выемка) для захода усика вкладыша; б — установка поршня с шатуном и кольцами в сборе в гильзу с помощью приспособления: 1 — поршень; 2 — обойма приспособления И-801.00.001; 3 — гильза цилиндров
Компрессионные и маслосъемные кольца устанавливаются с помощью плунжерного расширителя маслосъемных колец. Он вставляется в канавку поршня и кольцо надевается так, чтобы стык расширителя находился под углом 180° к замку кольца. После этого устанавливаются компрессионное кольцо, покрытое молибденом, и компрессионное кольцо, покрытое хромом.
Замки смежных колец разводятся в разные стороны.
Подбор поршня производится по расстоянию от образующей шатунной шейки коленчатого вала в верхнем ее положении до упорного бурта гильзы таким образом, чтобы выход днища поршня над упорным буртом гильзы цилиндров находился в пределах 0,6—0,7 мм, как показано на рис. 3.
5. Размеры зазоров поршневых колец и допустимые зазоры в замках, мм
| Параметры | Зазор после восстановления | Допустимый зазор |
| Замок в компрессионных поршневых кольцах | 0,4—0,6 | 0,8 |
| Замок в маслосъемных поршневых кольцах | 0,30—0,45 | 0,7 |
| Торцовый зазор верхнего компрессионного кольца | 0,12—0,17 | 0,22 |
| Торцовый зазор нижнего компрессионного кольца | 0,09—0,14 | 0,19 |
| Торцовый зазор маслосъемного кольца | 0,07—0,11 | 0,2 |
| Зазор в сопряжении поршень — гильза (при замере на расстоянии 0,119—0,162 мм от днища поршня) | 0,12—0,16 | 0,22 |
После подбора поршней на заводе-изготовителе индексы варианта поршня 10, 20, 30 и 40 наносятся на днище поршня и на нерабочем выступе торца гильзы.При сборке цилиндро-поршневой группы необходимо подбирать поршни по гильзам таким образом, чтобы индексы у них были одинаковыми. 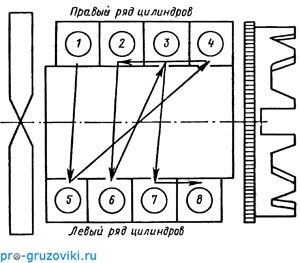
Рис. 12. Схема нумерации цилиндров и порядок работы двигателя
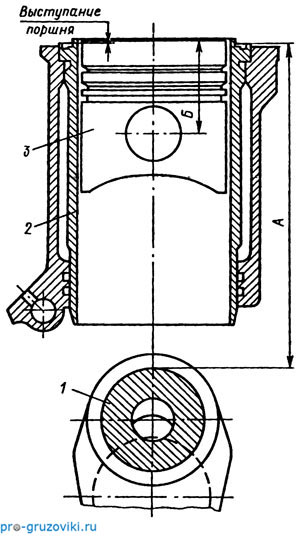
Рис. 13. Подбор поршня для установки его в цилиндр по расстоянию от шейки коленчатого вала до верхнего края гильзы цилиндров:
А — расстояние от шейки коленчатого вала до верхнего края гильзы цилиндров; Б — расстояние от оси пальца до плоскости выхода поршня из цилиндра; 1 — шейка коленчатого вала; 2 — гильза цилиндров; 3 — поршень
При установке поршня в гильзу выточки под клапаны на поршне должны быть смещены ближе к оси коленчатого вала.
Суммарный зазор между торцами нижних головок шатунов и щеками коленчатого вала (осевой люфт) должен быть не менее 0,15 мм.
Спаренность крышек с шатунами проверяется по меткам завода-изготовителя. На крышках шатунов выбивается порядковый номер цилиндра. Комплекты шатунов с поршнями и кольцами в сборе устанавливаются на двигатель в соответствии с номерами цилиндров, выбитыми на крышке шатуна. Нумерация цилиндров двигателя показана на рис.12.








