2013-12-31
2013-12-31 1015
1015Применение спиральных вставок для восстановления
Корпусных деталях
Использование фигурных вставок для заделки трещин в
Трещины в корпусных деталях (головках и блоках цилиндров двигателей, картерах коробок передач, задних мостах и других деталях) можно устранить следующими двумя видами фигурных вставок (рис. 5.5).
Уплотняющие вставки (рис. 5.5,а) применяют для заделки трещин длиной более 50 мм с обеспечением герметичности как толстостенных, так и тонкостенных деталей.
Для тонкостенных деталей используют вставки диаметром 4,8 мм, а для деталей с толщиной стенок 12…18 мм – 6,8 мм. Для установки уплотняющей фигурной вставки сверлят отверстия диаметром 4,8 или 6,8 мм на глубину 3,5 или 6,5 мм за пределами конца трещины на расстоянии 4…5 или 5…6 мм соответственно. Затем, используя специальный кондуктор, последовательно вдоль трещины сверлят такие же отверстия. Через каждые пять отверстий (рис. 5.6) сверлят отверстия поперек трещины – по два с каждой стороны. Отверстия продувают сжатым воздухом, обезжиривают ацетоном, смазывают эпоксидным составом, устанавливают и расклепывают фигурные вставки. Вставки диаметром 6,8 мм помещают в отверстие в два ряда.
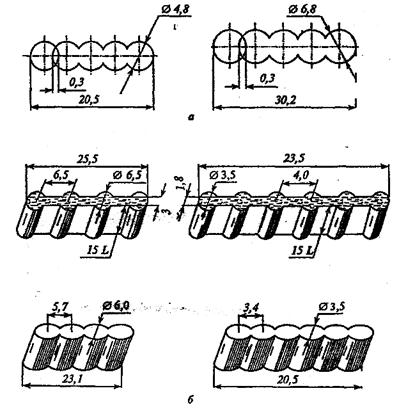
Рис. 5.5. Фигурные вставки: а – уплотняющие; б – стягивающие
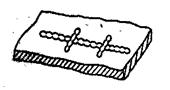
Рис. 5.6. Схема установки уплотняющей и
стягивающей вставок
Стягивающие вставки (рис. 5.5,б) используют для стягивания боковых кромок трещины на толстостенных деталях. В деталях сверлят по кондуктору перпендикулярно трещине четыре или шесть отверстий (по два или три отверстия с каждой стороны) диаметром, соответствующим диаметру вставки, с шагом, большим на 0,1…0,3, и глубиной 15 мм. Перемычку между отверстиями удаляют специальным пробойником в виде пластины шириной 1,8 или 3,0 мм в зависимости от размеров вставки. В паз запрессовывают фигурную вставку, ее расклепывают и зачищают (опиливанием или переносным вращающимся абразивным кругом) этот участок заподлицо.
Фигурные вставки устанавливаются в несколько слоев до полного закрытия паза с последующим расклепыванием каждого слоя. Фигурные вставки изготавливают способом волочения в виде фасонной ленты из Ст. 20, Ст. 3.
Качество заделки трещины проверяют на герметичность на стенде в течение 3 мин при давлении 0,4 МПа.
Для выполнения работ по заделке трещин с использованием фигурных вставок используют следующее оборудование: сверлильную машину или электрическую дрель; шлифовальную машинку или станок обдирочно-шлифовальный; клепальный молоток; пистолет для обдува детали сжатым воздухом; емкости с ацетоном и с составом на основе эпоксидной смолы.
Один из способов восстановления изношенной или поврежденной резьбы – это установка резьбовой спиральной вставки. Эти вставки изготавливают из коррозиестойкой проволоки ромбического сечения в виде пружинящей спирали (рис. 5.7).
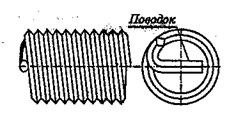 Рис. 5.7. Резьбовая спиральная вставка
Рис. 5.7. Резьбовая спиральная вставка
Технологический процесс восстановления резьбовой поверхности включает:
· рассверливание отверстия (табл. 5.2) с применением накладного кондуктора и снятие фаски (1 450). Смещение осей отверстий не более 0,15 мм, перекос осей отверстий не более 0,15 мм на длине 100 мм;
450). Смещение осей отверстий не более 0,15 мм, перекос осей отверстий не более 0,15 мм на длине 100 мм;
· нарезание резьбы в рассверленном отверстии детали (табл. 5.2). Скорость резания 4…5 м/мин, частота вращения 60…80 мин-1;
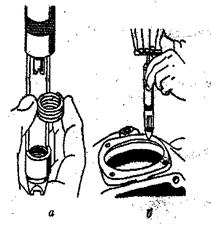
· установка резьбовой вставки в деталь: установить резьбовую вставку в монтажный инструмент (рис. 5.8,а); ввести стержень инструмента в резьбовую вставку так, чтобы ее технологический поводок вошел в паз нижнего конца стержня; завернуть вставку в отверстие наконечника инструмента, а затем с помощью инструмента в резьбовое отверстие детали
(рис. 5.8,б);
· вынуть инструмент и удалить (посредством удара бородка) технологический поводок резьбовой вставки;
· контроль качества восстановления резьбы с помощью «проходного» и «непроходного» калибра или контрольного болта. При контроле резьбовая вставка не должна вывертываться вместе с калибром.
Таблица 5.2
Технологические рекомендации по установке резьбовых
спиральных вставок
| Рассверлить изношенные резьбовые отверстия до размеров, указанных в таблице. Скорость резания до 30 м/мин, подача 0,05…0,2 мм/об. | Нормальная резьба отверстия | Допус-тимый диаметр отверстия, мм | Диаметр сверла, мм | Диаметр рассвер- ленного отверстия, мм | Размер метчика | Наружный диаметр спиральной вставки |
| М8
М10
М12
М121,25
М14
М141,5
М16
М161,5
М18
М181,5
М20
| 8,86 10,62 12,38 12,38 14,13 14,62 16,40 16,62 18,13 18,40 20,40 | 8,7 10,5 12,2 12,7 14,0 14,5 16,21 16,5 18,0 18,0 20,0 | 8,7-8,86 10,45-10,62 12,18-12,38 12,70-12,86 13,90-14,13 14,45-14,62 16,20-16,40 16,45-16,62 18,10-18,40 18,90-19,13 20,10-20,40 | М101,25
М121,5
М141,75
М14 1,25
М162,0
М161,5
М182,0
М181,5
М202,5
М201,25
М222,5
| 10,1+0,15 12,2+0,15 14,7+0,20 14,7+0,20 16,3+0,25 17,0+0,25 18,4+0,25 18,7+0,25 20,4+0,25 21,1+0,25 22,5+0,30 |
Проходной калибр, завернутый на всю длину вставки, не должен отклоняться более чем на 0,5 мм в любую сторону. Непроходной резьбовой калибр соответствующего размера не должен ввертываться в установленную в деталь вставку. Резьбовая вставка должна утопать в резьбовом отверстии не менее чем на один виток резьбы. Выступание ее не допускается.
| Рис. 5.8. Установка резьбовой вставки: а – в монтажный инструмент; б – в резьбовое отверстие детали |