 2018-03-08
2018-03-08 1144
1144Проверяют правку «на глаз», а при высоких требованиях к прямолинейности полосы – лекальной линейкой или на проверочной плите.
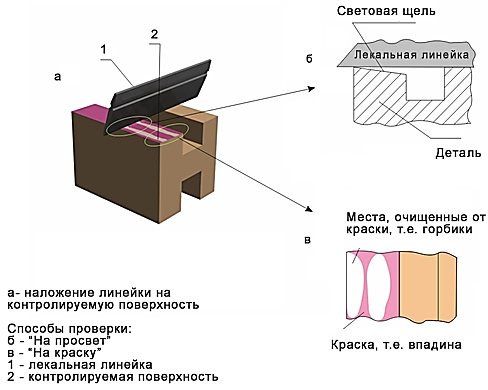
| Рис. 12. Проверка прямолинейности поверхности после правки. |
Проверка прямолинейности и плоскостности линейками с широкими рабочими поверхностями можно выполнять способом «пятен» – «на краску» (рис. 12, в). При проверке «на краску» рабочую поверхность линейки покрывают тонким слоем краски (суриком, сажей), затем осторожно накладывают линейку на проверяемую поверхность и плавно, без нажима перемещают ее. После этого линейку также осторожно снимают и по расположению и количеству пятен краски на проверяемой поверхности судят о ее плоскостности. При хорошей плоскостности пятна краски располагаются равномерно по всей поверхности.
ГИБКА МЕТАЛЛА
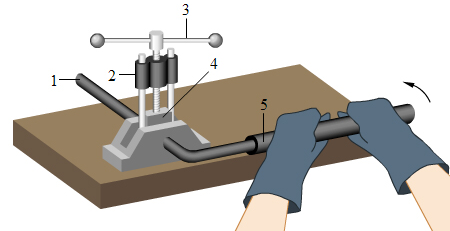
| Рис. 13. Прижим. |
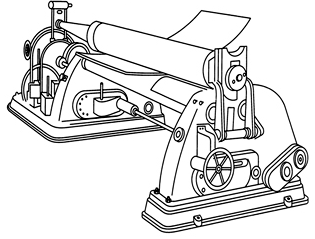
Гибка может выполняться вручную или при помощи специальных машин. Ручная гибка, как и правка, осуществляется при помощи специальных молотков, плоскогубцев и круглогубцев, часто с применением тисков или прижимов (рис. 13). Гибка с помощью специального оборудования осуществляется листогибочными вальцами (рис. 14, 15), прессами (рис. 16) и специальными станками (рис. 17).
| Рис. 15. Листогибочная установка |

| Рис. 14. Листогибочные вальцы. |
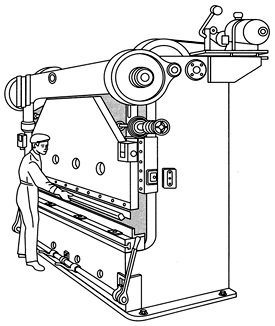
| Рис. 16. Листогибочный пресс |

| Рис. 17. Гибочный станок. |
Слесарная гибка выполняется молотками (лучше применять молотки с мягкими бойками) в тисках, на плите или с помощью специальных приспособлений. Тонкий листовой металл гнут киянками, изделия из проволоки диаметром до 3 мм – плоскогубцами или круглогубцами. Механизированная гибка выполняется на гибочных прессах и вальцах.
Гибке подвергаются только пластичные материалы.

