 2018-03-09
2018-03-09 3140
3140Во время выполнения привязки инструмента, вершина инструмента замеряется только в двух точках (касание осей X и Z). Коррекция на инструмент, таким образом, описывает теоретическую вершину резца.
Данная точка перемещается по детали по запрограммированной траектории. При движении в направлении одной оси (продольное и торцевое точение) используются точки на вершине инструмента, касающейся оси. Таким образом, никакие погрешности размеров не переносятся на деталь.
При одновременном движении в направлениях обеих осей (конус, закругление) позиция теоретической вершины инструмента более не совпадает с точкой на вершине резца, выполняющей фактическое резание (см. рис.). Это приводит к образованию размерных погрешностей детали. Для их компенсации необходимо строить эквидистантный контур, что не довольно сложно. В системе ЧПУ есть возможность облегчить данную задачу путем использования коррекции радиуса инструмента.
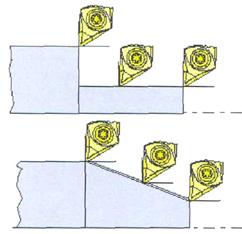
Рис. 39 – Движение параллельно оси и наклонно.
Для коррекции на радиус резца необходимо ввести радиус при вершине резца R (величина заданная изготовителем инструмента) и позицию T при вводе данных инструмента.
Позиция резца определяется числом (см. рис. 40).
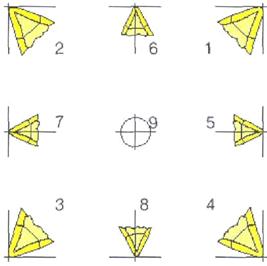
Рис. 40 – Позиция резца.
Для определения позиции резца, необходимо смотреть на инструмент, с позиции его зажима на станке. Таким образом если рассматривать станок с расположением револьверной головки за деталью, проходной упорный резец позиция Т3, расточной резец для глухих отверстий – Т2.
Коррекция на радиус инструмента G41 или G42 вводится непосредственно перед выходом режущего инструмента на конкретную поверхность, а отменяется сразу же после ее обработки. Рассмотрим траекторию движения инструмента с активированной (отмененной) коррекцией на радиус инструмента (см. рис. 41-43).
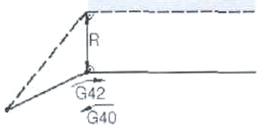
Рис. 41 – Фронтальный подвод/отвод от крайней точки.
Рис. 42 – Подвод/отвод от крайней точки сбоку назад.
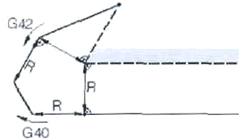
Рис. 43 – Подвод/отвод от крайней точки назад.
 программируемая траектория инструмента;
программируемая траектория инструмента;
 фактически пройденная траектория инструмента.
фактически пройденная траектория инструмента.
При выполнении дуги, подвод всегда выполняется по тангенсу начальной или конечной точки дуги. Траектория приближения к профилю и траектория отвода от профиля должны быть больше, чем радиус вершины резца R, иначе программа прерывается тревогой. Если элементы профиля меньше радиуса вершины резца R, возможно нарушение профиля. Программное обеспечение обрабатывает с опережением три последующих кадра, для распознавания таких нарушенийпрофиля и прерывания программы тревогой.
Траектория инструментов в цикле выполнения программы с активированной коррекцией на радиус резца представлена на рис. 44-46.
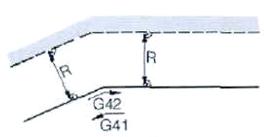
Рис. 44 – Траектория инструмента на внутренней кромке.
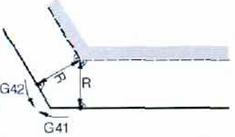
Рис. 45 – Траектория инструмента на внешней кромке >900.
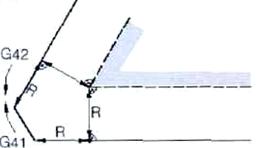
Рис. 46 – траектория инструмента на внешней кромке <900.
Коррекция на радиус резца отменяется командой G40.Команда G40 может программироваться в одном кадре с G00 или G01, а также в предшествующем кадре.
Коррекция на радиус резца левая определяется функцией G41 (см. рис. 47).
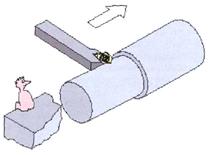
Рис. 47 – Назначение G41 коррекции на радиус резца влево
Если запрограммированная траектория инструмента (рассматриваемая в направлении обработки) находится слева от обрабатываемого материала, коррекция на радиус резца должно устанавливаться командой G41.
Прямая смена между G41 и G42 невозможна, необходима предварительная отмена командой G40.
Радиус резца R ипозиция резца Т должны быть определены ранее.
Выбор команды допустим только в сочетании с G00 или G01. При активированной коррекции на радиус резца, изменение коррекции на инструмент не возможно.
Коррекция на радиус резца правая определяется функцией G42.
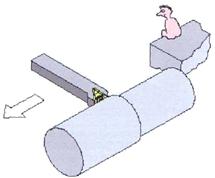
Рис. 48– Назначение G42 коррекции на радиус резца вправо.
Если запрограммированная траектория инструмента (рассматриваемая в направлении обработки) находится справа от обрабатываемогоматериала, коррекция на радиус резца должна устанавливаться командой G42








