 2018-03-09
2018-03-09 491
491Токарный станок с ЧПУ имеет возможность работы в различных режимах. Основным режимом является – автоматический в котором происходит отработка заданной программы. Кроме этого есть ручной и импульсный режимы, в которых в основном проводится наладка станка. Режим ввода вывода служит для написания и редактирования управляющих программ. Также необходимо осуществлять связь системы ЧПУ со станком, для чего служат режимы выхода в ноль, и режим ручного ввода. Ниже в таблице приведены условные обозначения и принцип работы в этих режимах.
| Режим | Описание |

| Режим выхода в нулевую (референтную) позицию. В данном рабочем режиме выполняется подвод к базовой точке. По достижении базовой точки дисплей фактического положения устанавливается на значение координат базовой точки. Тем самым система управления определяет положение направляющих в рабочей зоне. Подвод к базовой точке необходимо выполнить в следующих ситуациях: • После включения станка • После прерывания питания • При появлении тревоги «Подвод к базовой точке» или «Не достигнута базовая точка». После столкновений или если направляющие блокированы по причине перегрузки. |

| Автоматический режим работы. Для выполнения программы обработки система управления выполняет вызов кадров по одному и обрабатывает их. При обработке учитываются все коррекции, вызов которых осуществляется в программе. |
| EDIT | Режим ввода/вывода. В режиме EDIT выполняется ввод и редактирование управляющей программ обработки детали и передача данных с/на внешний накопитель. |

| Режим ручного ввода. В режиме MDI выполняется включение шпинделя и поворот инструментальной оправки. Система управления отрабатывает введенные кадры и удаляет промежуточные данные для нового ввода. Кроме этого в этом режиме осуществляется программирование параметров станка. |

| Ручной режим. Выполняется ручное перемещение на минутной подаче или ускоренном ходе. |
| MPG | Импульсный режим. В данном операционном режиме рабочий орган перемещается на требуемое значение приращения (1мкм, 10мкм, 100мкм) при помощи поворота импульсного генератора (маховичка). |

| Диалоговый режим. Создание программ в диалоговом режиме в режиме MDA. |
Простые перемещения
Характер перемещения задают в кадрах управляющей программы соответствующей подготовительной функцией: G0 – позиционирование, G1 – линейная интерполяция, G2 и G3 – круговая интерполяция по и против часовой стрелки.
Размерные перемещения у токарных станков кодируют с адресами X – радиальное направление и Z – продольное. Формат записи числового значения перемещения может быть как с десятичной точкой (X1.0=1мм, X10=0.01мм), так и запись типа «калькулятор» (X0.01=0.01мм, X10=10мм).
Для удобства написания программ в системах ЧПУ реализованы два формата задания систем координат: абсолютный и относительный. Абсолютный размер – линейный или угловой размер, задаваемый в УП и указывающий положение точки относительно принятого нуля отсчета. Относительный размер - линейный или угловой размер, задаваемый в УП и указывающий положение точки относительно координат точки предыдущего положения рабочего органа станка. В программе абсолютная система координат задается функцией G90 или координатами X Y Z, а относительная – G91 или координатами U V W. В большинстве моделей станков абсолютный размер по оси X указывает диаметральный размер, а относительный – радиальное смещение.

Пример:
На чертеже показано два варианта простановки размеров. В случае, когда все размеры проставлены, от одной базы удобно пользоваться абсолютной системой координат. Когда же имеет место размерная цепь – относительной системой координат. Две системы могут работать независимо друг от друга, допускается задание одной координаты в абсолютной, а второй в относительной системах координат.
Абсолютная: Относительная: Комбинированная:
Z0 X30; Z0 X30; Z0 X30;
Z-20; W-20; Z-20;
X20; U-5; X20;
Z-50; W-30; W-30;
X30; U5; X30;
Z-60; W-10; W-10;
X40; U5; X40;
Z-75; W-15; W-15;
X50; U5; X50;
Z-95; W-20; W-20;
Перемещения рабочих органов можно разделить на два типа позиционирование и интерполяция. Позиционирование – перемещение рабочих органов в заданную точку на максимально высокой скорости, причем траектория перемещения не задается. Одновременно могут использоваться абсолютные и относительные координаты.
G00 Позиционирование
Формат:
G00 X(U)... Z(W)...;
Абсолютные и относительные размеры для G00
Запрограммированная подача F отменяется при выполнении G00. Максимальная подача определяется изготовителем станка.
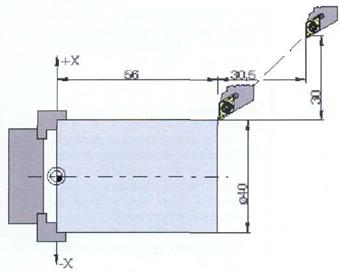
Пример:
В абсолютных размерах
G00 X40 Z56;
В размерах с приращением
G00 U-30 W-30.5;
Интерполяция – получение (расчет) координат промежуточных точек траектории движения инструмента в плоскости или пространстве. Перемещения осуществляются на заданной скорости подачи по заданной траектории.








