 2018-03-09
2018-03-09 378
378
Полирование применяется, как метод декоративной отделочной обработки, с целью снижения шероховатости и придания блеска поверхности.
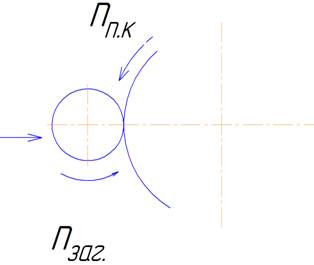 Для полирования используют круги из ткани, войлока, кожи и других мягких материалов. На поверхность кругов при помощи клея наносится мелкозернистый абразив или паста ГОИ. Для чернового полирования применяют абразив более крупных размеров. Полирование может осуществляться как вручную, так и механическим способом. Скорость вращения полировального круга Vпол.кр. = 20...40 м/сек; заготовка вращается со скоростью Vзаг = 2...10 м/сек.
Для полирования используют круги из ткани, войлока, кожи и других мягких материалов. На поверхность кругов при помощи клея наносится мелкозернистый абразив или паста ГОИ. Для чернового полирования применяют абразив более крупных размеров. Полирование может осуществляться как вручную, так и механическим способом. Скорость вращения полировального круга Vпол.кр. = 20...40 м/сек; заготовка вращается со скоростью Vзаг = 2...10 м/сек.
В результате обработки достигается шероховатость Rа = 0,05мкм. Метод не исправляет характеристики точности размеров второго рода, а иногда может ухудшать точность размеров первого рода. При полировании следует соблюдать режимы обработки, так как при высоких скоростях полирования в поверхностном слое могут возникать растягивающие остаточные напряжения, прижоги (особенно при черновом полировании).
МЕТОДЫ ОБРАБОТКИ ПОВЕРХНОСТЕЙ
Лекция № 6
Тема: МЕТОДЫ ОБРАБОТКИ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ
ПОВЕРХНОСТЕЙ (ОТВЕРСТИЙ)
При обработке отверстий необходимо обеспечить следующие характеристики точности размеров:
1. 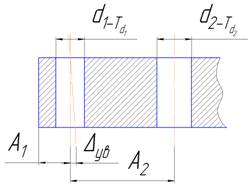 Размеры 1-го рода - погрешность диаметров d1, d2, погрешности формы (овальность, конусность, гранность и др.).
Размеры 1-го рода - погрешность диаметров d1, d2, погрешности формы (овальность, конусность, гранность и др.).
2. Размеры 2-го рода - погрешности A1, A2 и Δувода.
Δувода - особенно важно обеспечивать при сверлении глубоких отверстий (1/d = 10-15).
При обработке отверстий используют следующие методы: сверление, зенкерование, развёртывание, шлифование, растачивание, протягивание, хонингование, притирка, а также методы электрофизической и электрохимической обработки.
СВЕРЛЕНИЕ ОТВЕРСТИЙ
Для сверления используются свёрла разных конструкций, которые изготавливаются из инструментальных сталей Р9, Р18, У10А и др., а также свёрла, оснащённые твердосплавными пластинами. Для сверления используются вертикально- и горизонтально-сверлильные станки, координатно-расточные станки, специальные станки и станки с ЧПУ.
При сверлении отверстий применяются специальные приспособления - кондукторы, оснащённые кондукторными втулками, которые служат для направления сверла по заданному пути. Если кондукторная втулка не используется, то перед сверлением необходимо выполнить центрование (применяются центровые свёрла).
 Сверление обеспечивает 12...13 кв. точности, Rz =80...320мкм. При этом точность размеров 1-го рода обеспечивается точностью изготовления диаметра сверла. Точность размеров 2-го рода обеспечивается за счёт применяемого оборудования, приспособлений и схемы обработки.
Сверление обеспечивает 12...13 кв. точности, Rz =80...320мкм. При этом точность размеров 1-го рода обеспечивается точностью изготовления диаметра сверла. Точность размеров 2-го рода обеспечивается за счёт применяемого оборудования, приспособлений и схемы обработки.
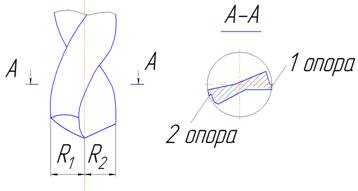
В связи с тем, что при заточке инструмента возможны погрешности, т.e. R1 ≠ R2, при обработке появляются моменты сил, смещающие сверло от первоначального направления. В результате на выходе сверла из заготовки получаем погрешность увода. Например, при сверлении Ст.45, dс = 8мм стандартная погрешность увода может составлять Δувода = 1/100, т.е. 1мм на 100 мм.
Для уменьшения увода сверла применяют различные способы:
1. Увеличение числа режущих кромок. Например, для 4-х кромочного сверла Δувода = 0,3/150 при dс = 8мм. Однако увеличение числа кромок усложняет конструкцию инструмента и приводит к увеличению трения инструмента о стенки отверстия.
2. Применение однокромочного ружейного сверла (при обработке глубоких отверстий). Оно имеет одну рабочую кромку и одну опорную поверхность в пределах 220-250°, при этом Δувода = 1/1200. Недостаток: сложность изготовления, значительные силы трения при сверлении, плохой отвод стружки.
При сверлении возможны 3 варианта взаимного движения заготовки и инструмента:
1. Заготовка неподвижна, а инструмент вращается и совершает продольные перемещения относительно заготовки. По этой схеме работают вертикально-сверлильные и радиально-сверлильные станки.
2. Заготовка вращается, инструмент не вращается и совершает продольные перемещения относительно оси заготовки (токарные станки).
3. Заготовка и инструмент вращаются, а также могут перемещаться (агрегатные станки, координатно-расточные станки).








