 2018-02-13
2018-02-13 522
522Вопросы:
 1. Электрическая дуговая резка. Теплота электрической дуги расплавляет металл, который вытекает из полости реза, – в этом сущность электрической дуговой резки. Дуга 2 горит между стальным или угольным электродом 1 и разрезаемым металлом 3 (рис. 87). Резку ведут как на постоянном, так и на переменном токе, на том оборудовании, которое используют для сварки. Сила тока 300…350 А. Хорошо оправдывают себя электроды с толстым слоем мелового покрытия.
1. Электрическая дуговая резка. Теплота электрической дуги расплавляет металл, который вытекает из полости реза, – в этом сущность электрической дуговой резки. Дуга 2 горит между стальным или угольным электродом 1 и разрезаемым металлом 3 (рис. 87). Резку ведут как на постоянном, так и на переменном токе, на том оборудовании, которое используют для сварки. Сила тока 300…350 А. Хорошо оправдывают себя электроды с толстым слоем мелового покрытия.
Рассматриваемый способ применяется для грубой резки металла, в основном на строительных объектах. Качество резки низкое, низка также производительность.
Дуговая резка выполняется, как правило, вручную угольными (графитовыми) или металлическими электродами. Резка угольными электродами производится на постоянном токе, металлическими – на постоянном и переменном. Рис. 87 Электродуговая резка
Резку производят стальными электродами с качественным покрытием, но более тугоплавким, чем для сварки. Такое покрытие обеспечивает при резке образование небольшого козырька, закрывающего зону дуги. Козырек предохраняет электрод от короткого замыкания на разрезаемый металл, а также способствует более сосредоточенному нагреву металла и позволяет производительнее вести резку. В качестве покрытия применяют смесь, содержащую 70 % марганцевой руды и 30 % жидкого стекла. Успешно используются также электроды с покрытием ЦМ-7 и ЦМ-7с.
Дуговая резка вращающимся стальным диском осуществляется следующим образом. К стальному листу и разрезаемому металлу подводится электрический ток. При соприкосновении вращающегося диска с разрезаемым металлом возникает дуга, которая оплавляет металл, выбрасывает его из места реза. В производственных установках употребляют стальные диски диаметром до 500 мм и толщиной 4…6 мм. Диск вращается со скоростью около 40 м/с. Для охлаждения диска применяют сжатый воздух давлением до 0,5 МПа. Источником питания дуги служит любой понижающий трансформатор мощностью до 30 кВт с напряжением холостого хода 10…30 В. Производительность резки пропорциональна мощности источника питания. Зона термического влияния на кромках разрезанного металла составляет до 1 мм. Износ рабочей кромки стального дискового электрода не превышает 2 % от массы удаленного металла. При использовании электродов, армированных вставками из стойкого сплава, износ уменьшается до 20 раз.
По производительности труда и чистоте реза дуговая резка значительно уступает газовой резке и имеет поэтому второстепенное значение. Она применяется преимущественно в тех случаях, когда по каким-либо причинам нет возможности применить газовую резку. Дуговая резка применяется при удалении литников и прибылей чугунных отливок; при разборке и разделке в габаритный лом старых металлических конструкций, особенно если эти конструкции имеют швы или детали хромоникелевых аустенитных сталей, требующих обычно специальных методов газовой резки; при монтажных работах для снятия монтажных приспособлении.
Воздушно-дуговая резка. Этот способ является разновидностью электрической дуговой резки. Расплавленный электрической дугой металл непрерывно удаляется струей сжатого воздуха. Кроме резки, этим способом с успехом выполняется поверхностная обработка металла: вырезка канавок, разделка трещин, удаление дефектных участков в корне сварного шва, срез заклепок и пр. Электроды можно использовать любые. Как правило, используют угольные электроды. Сжатый воздух в резак поступает из воздушной магистрали под давлением 3…6 ати. Скорость резки углеродистых и низколегированных сталей толщиной до 30 ммсоставляет 0,4…0,5 м/мин.
Электрическая дуговая резка и ее разновидности могут применяться при работах под водой. На рис. 88 приведена схема процесса воздушно-дуговой резки.
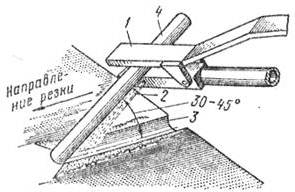
Рис.88 Схема процесса воздушно-дуговой резки:








