 2020-01-15
2020-01-15 924
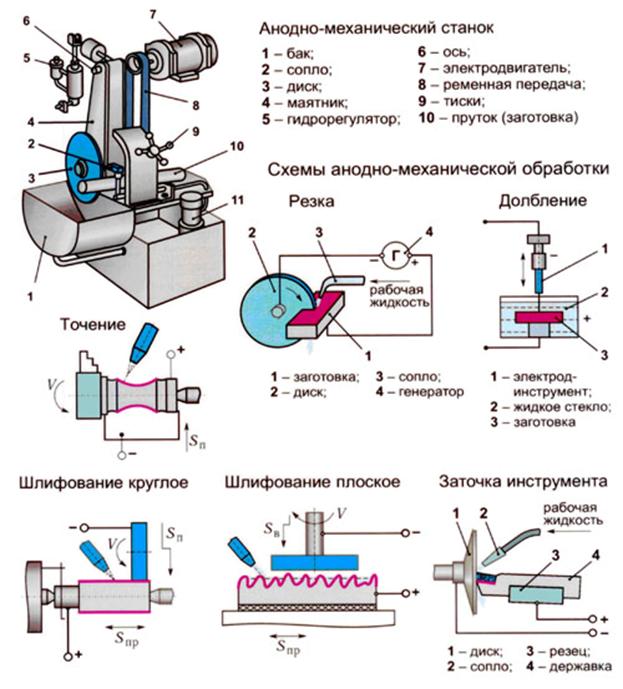
924Основана на комбинированном электрохимическом, (электролиз) и электротермическом (электроэрозия) разрушении металлов и других токопроводящих материалов. На рисунке 6.49 показаны схемы анодно-механической обработки.
|
| Рисунок 6.49 – Схемы анодно-механической обработки |
Зазор между инструментом-катодом и заготовкой-анодом заполняют электролитом. Иногда заготовку помещают в ванну с электролитом. При прохождении постоянного тока на обрабатываемой поверхности заготовки появляется пленка, не проводящая электрический ток. При этом процесс анодного растворения заготовки прекращается. Для его продолжения пленку удаляют механически при перемещении режущего инструмента.
Электротермическое (электроэрозионное) разрушение происходит при возбуждении искровых разрядов между участками заготовки и инструментом, где пленка удалена. Электрические разряды создают высокую температуру, происходит процесс электроэрозии металла и на поверхности заготовки образуется впадина. Разряд: на этом участке прекращается и возбуждается на соседних участках.
При черновой обработке, когда требуется лишь высокая производительность процесса по съему металла, должен преобладать электротермический процесс. При чистовой обработке должен преобладать электрохимический процесс анодного растворения и механического удаления анодной пленки инструментом. Чистота обработанной поверхности достигает Rz 0,32…0,63 мкм, однако производительность процесса мала.








