 2020-01-15
2020-01-15 456
456Ультразвуковая обработка основана на явлении магнитострикции, т. е. изменении размеров ферромагнитного сердечника, помещенного в магнитное поле, изменяющееся с ультразвуковой частотой 15…20 кГц).
Схема ультразвуковой обработки отверстия показана на рисунке 6.51.
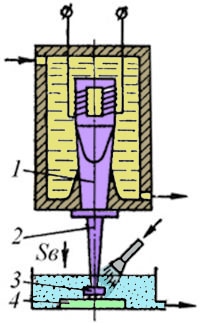 Рисунок 6.51 – Схема ультразвуковой обработки
Рисунок 6.51 – Схема ультразвуковой обработки
|
При появлении магнитного поля сердечник 1 уменьшается в размерах поперечного сечения и удлиняется. Для увеличения амплитуды колебаний его торца сердечник соединяют с концентратором колебаний 2, что позволяет получить амплитуду колебаний пуансона-инструмента 3 в пределах 0,02…0,06 мм. Заготовку 4 помещают в ванну, куда подается абразивная суспензия (абразивный материал и вода). Энергия колебательного движения пуансона-инструмента передается абразивным частицам, которые имеют скорость 40…50 м/с. При ударе частиц абразива по обрабатываемой поверхности заготовки происходит местное разрушение материала.
Прокачивание суспензии способствует удалению продуктов разрушения и поступлению в зону обработки свежего абразива.
Производительность процесса ультразвуковой обработки зависит от амплитуды и частоты колебаний, размера абразивных зерен, концентрации суспензии и других параметров.
Ультразвуковую обработку применяют, например, для прошивания отверстий в заготовках из твердых и хрупких материалов, требующих высокой чистоты поверхности, точности формы и размеров.
Наиболее эффективно обрабатываются хрупкие материалы: стекло, керамика, алмаз, германий, фарфор и др.
Несколько хуже обрабатываются металлокерамические твердые сплавы, стали высокой твердости, при обработке которых происходят микропластические деформации.
Ультразвуковой метод обработки позволяет получить изделия с с высокой точностью и чистотой обработанной поверхности.
Ультразвуковую обработку применяют также для интенсификации процессов травления, удаления окалины, жировых и масляных пленок и т. д.








