 2020-01-15
2020-01-15 806
806В процессе работы фонтанной арматуры при необходимости замеряют температуру проходящей среды. Температуру замеряют с помощью термометров через термокарман.
В фонтанной арматуре чаще всего используют шиберные задвижки и пробковые краны. Клиновые задвижки применяют только в малодебитных и низконапорных скважинах. В отличие от клиновой задвижки в прямоточной задвижке (рис. 20) и в пробковом кране (рис. 21) запорный элемент уплотняется смазкой, которая одновременно служит для снижения трения, и поэтому они не требуют больших усилий при управлении ими. В прямоточных задвижках для достижения герметичности категорически запрещается применять рычаг, так как герметичность при плоских плашках от усилия затяжки не зависит, а можно сломать шпиндель. Категорически запрещено эксплуатировать задвижки в полуоткрытом состоянии.
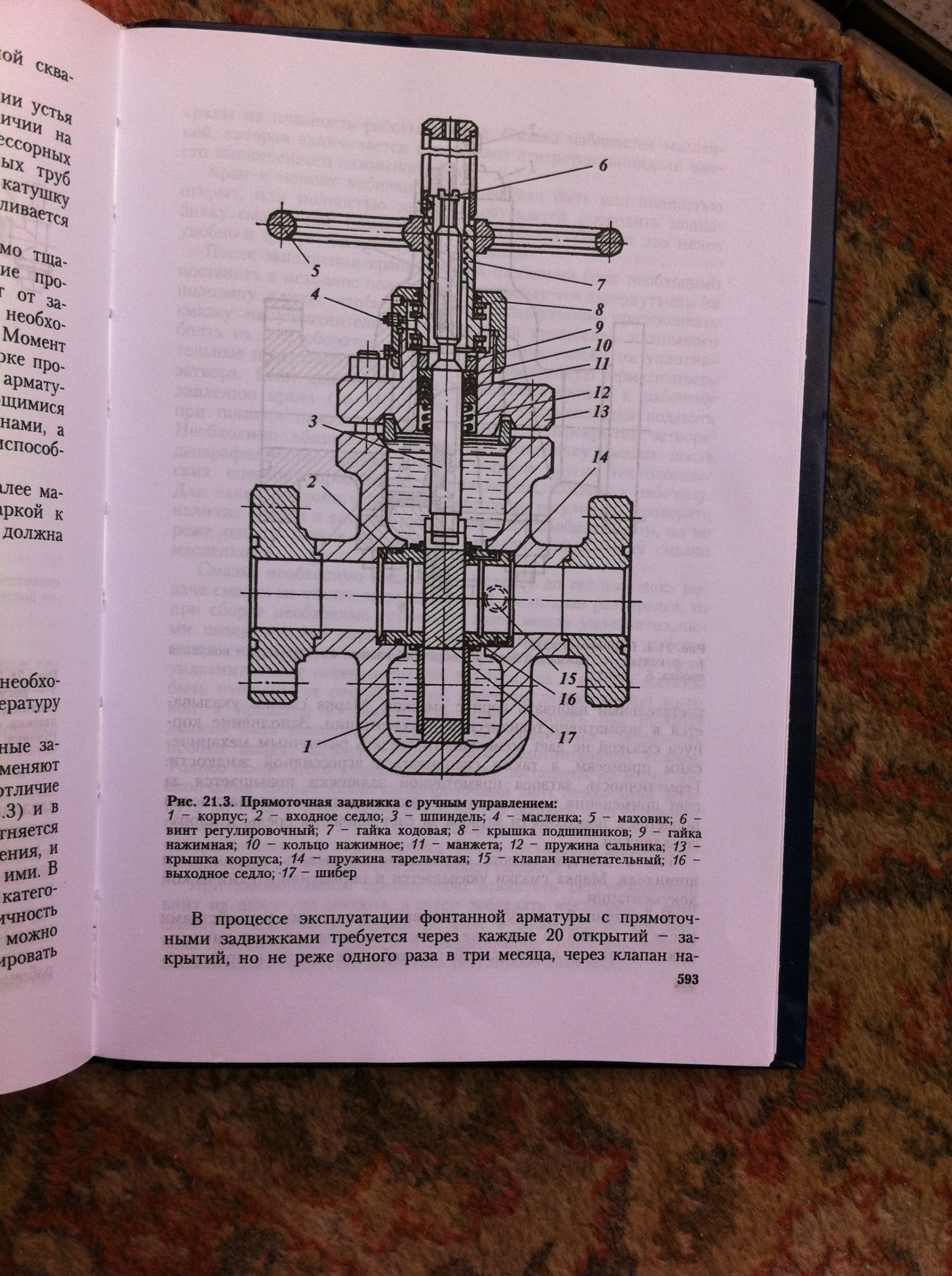
Рис. 20. Прямоточная задвижка с ручным управлением:
1 - корпус; 2 - входное седло; 3 - шпиндель; 4 - масленка; 5 - маховик; 6 - винт регулировочный; 7 - гайка ходовая; 8 - крышка подшипников; 9 - гайка нажимная; 10 - кольцо нажимное; 11 - манжета; 12 - пружина сальника; 13 - крышка корпуса; 14 - пружина тарельчатая; 15 - клапан нагнетательный; 16 - выходное седло; 17 – шибер.
В процессе эксплуатации фонтанной арматуры с прямоточными задвижками требуется через каждые 20 открытий - закрытий, но не реже одного раза в три месяца, через клапан нагнетательный набивать корпус смазкой. Марка смазки указывается в нормативно-технической документации. Заполнение корпуса смазкой не дает возможности оседать различным механическим примесям, а также скапливаться агрессивной жидкости. Герметичность затвора прямоточной задвижки повышается за счет применения уплотнительной смазки, которая автоматически подается к поверхности затвора за счет давления среды в корпусе задвижки.
Раз в два-три месяца необходимо смазывать подшипники шпинделя. Марка смазки указывается в нормативно-технической документации.
В фонтанной арматуре с крановыми запорными устройствами после установки на скважине необходимо провести дополнительную набивку уплотнительной смазкой всех кранов и проверить краны на плавность работы

Рис. 21. Пробковый кран:
1 - рукоятка; 2 - нажимной болт, 3 - обратный клапан; 4 - корпус;
5 - конусная пробка; 6 – винт.
затвора. Смазка набивается масленкой, которая ввинчивается в резьбовое отверстие шпинделя вместо вывинченного нажимного болта.
Кран в момент набивки смазки должен быть или полностью открыт, или полностью закрыт. Допускается проводить поднабивку смазки при помощи нажимного болта. Однако это менее удобно и требует больших затрат времени.
После заполнения крана смазкой нажимной болт необходимо поставить в исходное положение. Рекомендуется завернуть его на половину длины, чтобы в процессе эксплуатации продавливать смазку на уплотнительные поверхности вращением нажимного болта на 5-6 оборотов. Регулярная подача смазки на уплотнительные поверхности крана обеспечит постоянную герметичность затвора. Если давление среды в скважине близко к рабочему давлению крана (14 МПа), то смазку рекомендуется подавать при помощи нажимного болта после 3-5 перекрытий затвора. Необходимо обязательно проводить поднабивку смазки после депарафинизации скважин паром и после других технологических операций, проводимых при давлениях, близких к рабочему. Для надежной работы затвора необходимо регулярно проверять наличие смазки в системе крана и по мере необходимости, но не реже одного раза в три месяца, проводить поднабивку смазки масленкой.
Фонтанную арматуру, находившуюся до установки в эксплуатации на другой скважине, необходимо очистить от грязи, промыть и проверить, а если требуется, то провести ремонт с обязательным последующим гидроиспытанием. Ремонт задвижки или пробкового крана включает: разборку и промывку деталей в керосиновой ванне, замер деталей и их отбраковку, ремонт изношенных деталей и изготовление новых, сборку и гидроиспытание.
Этот порядок сохраняется при ремонте задвижек всех диаметров и типов. В процессе разборки и сборки применяют разнообразный слесарный инструмент и необходимые приспособления. Технологические операции в процессе ремонта в основном сводятся к ликвидации раковин наплавкой с последующей механической обработкой, к исправлению резьбы, шабровке уплотнительных поверхностей и др.
Простые по конструкции и не требующие высокой точности и специальной термической обработки запасные детали изготовляют в ЦБПО или БПО. Возможности изготовления запасных деталей определяются мощностью и технической оснащенностью предприятия, выполняющего ремонт.
После ремонта составляют сертификат или другой документ, удостоверяющий качество ремонта.
В арматуре с прямоточными задвижками во фланцевых соединениях, за исключением соединений крестовика с тройником, тройника с переводной катушкой, применены прокладки одностороннего касания. В связи с этим на затяжку шпилек требуется значительно меньше усилия, чем при использовании овальных прокладок с двусторонним касанием. Поэтому при сборке фонтанной арматуры с прямоточными задвижками не следует прибегать к дополнительным удлинителям ключей.








