 2020-01-14
2020-01-14 149
149
Компания SFTC постоянно ведет интенсивную работу по совершенствованию и отладке как программы Deform в целом, так и её отдельных модулей, добиваясь лучшего совпадения получаемых результатов с натурными экспериментами.
В частности, за последний год SFTC добилась значительных успехов в работе над моделированием процессов индукционного нагрева, различных операций обработки резанием, раскатки колец. Раскатка колец сложный, с точки зрения конечно-элементного моделирования, процесс. Для моделирования таких процессов два года назад был разработан специализированный модуль Ring Rolling 3D, который может работать как отдельный модуль, так и как приложение к Deform 3D
Результаты решения нескольких задач из этой области в сравнении с экспериментальными данными представлены ниже.
4.1. Моделирование раскатки заготовки для шестерни.
Задача решалась сотрудниками компании SFTC. Температура процесса 1000 С. Приводной валок вращается с частотой 120 об/мин. Нажимной валок двигается с заданной переменной по времени линейной скоростью.
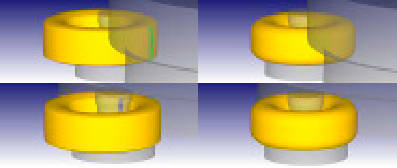 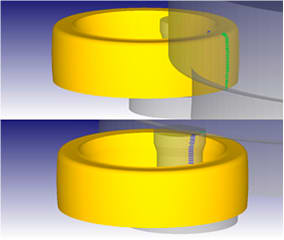 Рис.4.1. Пятно контакта заготовки с приводным валком (зеленым) и с нажимным валком (синим) Рис.4.1. Пятно контакта заготовки с приводным валком (зеленым) и с нажимным валком (синим)
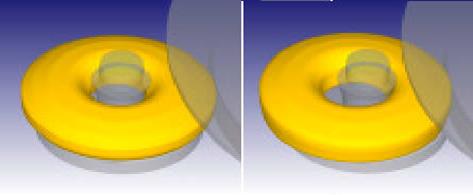 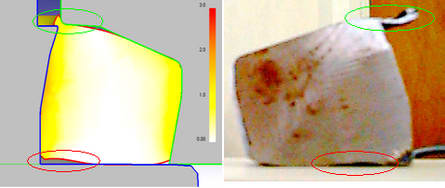 Рис.4.2. Раскатка заготовки для шестерни. Сопостовления результатов моделирования и эксперимента.
На рис.4.2 представлена модель в самый начальный момент процесса раскатки (слева вверху), в промежуточной стадии процесса (справа вверху). Незаполнение формы (красный эллипс) и излишнее количество металла, вытекшее в заусенец (зеленый эллипс) получены как при моделировании (слева внизу) так и при реальном эксперименте (справа внизу). Рис.4.2. Раскатка заготовки для шестерни. Сопостовления результатов моделирования и эксперимента.
На рис.4.2 представлена модель в самый начальный момент процесса раскатки (слева вверху), в промежуточной стадии процесса (справа вверху). Незаполнение формы (красный эллипс) и излишнее количество металла, вытекшее в заусенец (зеленый эллипс) получены как при моделировании (слева внизу) так и при реальном эксперименте (справа внизу).
 Рис.4.3. Раскатка заготовки для шестерни. Сопостовления результатов моделирования и эксперимента.
Надо обратить внимание на острый выступ на внутреннем диаметре кольца. При данных технологических параметрах возникновение этого дефекта было спрогнозировано в ходе моделирования и подтверждено натурным экспериментом.
Результаты ещё двух задач были представлены специалистами компании Jernberg Industries.
Материал заготовки сталь 8620 (американский аналог российской стали 0ХГНМ). Процесс протекает при температуре 980 С. Приводной валок вращается с частотой 60 об/мин. Нажимной валок перемещается с постоянной линейной скорость 10 мм/сек. Заготовка в ходе процесса совершает 27 оборотов вокруг собственной оси. Рис.4.3. Раскатка заготовки для шестерни. Сопостовления результатов моделирования и эксперимента.
Надо обратить внимание на острый выступ на внутреннем диаметре кольца. При данных технологических параметрах возникновение этого дефекта было спрогнозировано в ходе моделирования и подтверждено натурным экспериментом.
Результаты ещё двух задач были представлены специалистами компании Jernberg Industries.
Материал заготовки сталь 8620 (американский аналог российской стали 0ХГНМ). Процесс протекает при температуре 980 С. Приводной валок вращается с частотой 60 об/мин. Нажимной валок перемещается с постоянной линейной скорость 10 мм/сек. Заготовка в ходе процесса совершает 27 оборотов вокруг собственной оси.
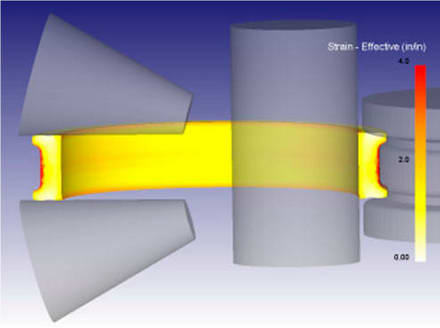 Рис.4.4. Раскатка заготовки для шестерни. Распределение интенсивности пластической деформаций.
Конечная деталь представляет собой кольцо с фланцами на обоих торцах. Для сохранения плоскостности торцов кольца используются вспомогательные направляющие валки. Для адекватного описания геометрии заготовки использовалось порядка 40 000 гексаэдральных восьмиузловых конечных элементов. Для ускорения расчета использовались технологии параллельных вычислений. Цветовая шкала распределение интенсивности пластической деформации в конце процесса.
4.2. Моделирование процесса холодной раскатки. Рис.4.4. Раскатка заготовки для шестерни. Распределение интенсивности пластической деформаций.
Конечная деталь представляет собой кольцо с фланцами на обоих торцах. Для сохранения плоскостности торцов кольца используются вспомогательные направляющие валки. Для адекватного описания геометрии заготовки использовалось порядка 40 000 гексаэдральных восьмиузловых конечных элементов. Для ускорения расчета использовались технологии параллельных вычислений. Цветовая шкала распределение интенсивности пластической деформации в конце процесса.
4.2. Моделирование процесса холодной раскатки.
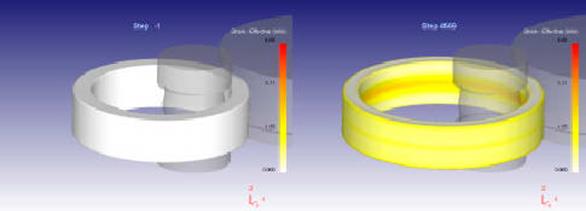 Рис.4.5. Холодная раскатка.. Модель в DEFORM Рис.4.5. Холодная раскатка.. Модель в DEFORM
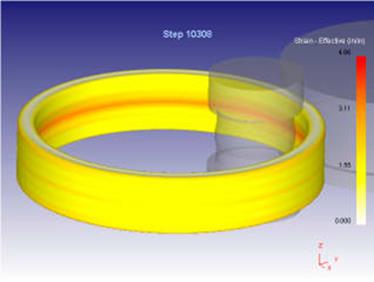 Рис.4.6 Холодная раскатка. Распределение интенсивности пластической деформаций.
По данным компании Jernberg Industries, обе задачи показали очень хорошую сходимость с результатами реального процесса. Рис.4.6 Холодная раскатка. Распределение интенсивности пластической деформаций.
По данным компании Jernberg Industries, обе задачи показали очень хорошую сходимость с результатами реального процесса.
|
Список литературы
1. Смирнов В.С. Теория прокатки. М.: Металлургия, 1697, 462 с.
2. Аксенов Л.Б. Теория, технология и оборудование обработки металлов давлением. Изд-во: СПбГТУ, 1997, 111 с.
3. Интернет-ресурсы:
http://tesis.com.ru/software/deform/rr_compare.php
http://window.edu.ru/window_catalog/files/r19225/metod418.pdf
http://venec.ulstu.ru/lib/v8/korokin.pdf








