 2020-01-14
2020-01-14 4255
4255v Сущность процесса заключается в изготовлении отливок свободной заливкой расплавленного металла в песчаную форму. После затвердевания и охлаждения отливки осуществляется ее выбивка с одновременным разрушением формы. Способ ЛПФ наиболее распространенный. Им изготовляют 80% отливок, т.к. этот способ простой и дешевый. Однако литье в песчаные формы имеет крупный недостаток, отливки не имеют точных механических размеров, нужно давать припуск на механическую обработку и усадку. 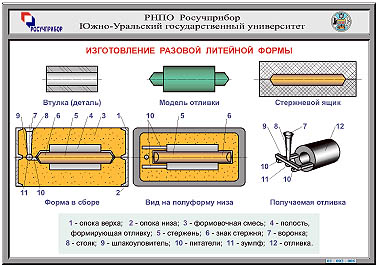
v Материалы и оснастка.
Ø Песчаная форма(ПФ) – разовая литейная форма, изготовленная из уплотненной формовочной смеси. ПФ состоит из двух полуформ. Для образования отверстий применяются песчаные стержни.
Ø Типовые составы формовочных и стержневых смесей.
§ Формовочная смесь – кварцевый песок, 3 – 5% огнеупорная глина, каменноугольная пыль (для повышенной податливости формы), древесные опилки для образования пористости.
§ Стержневая смесь – более прочная на порядок формовочной смеси, т.к. в нее добавляют упрочнители (олифа).

Ø Модельный комплект: модель детали, модели элементов литниковой системы, модельные плиты, стержневые ящики.
Ø Опоки.
v Основные технологические операции.
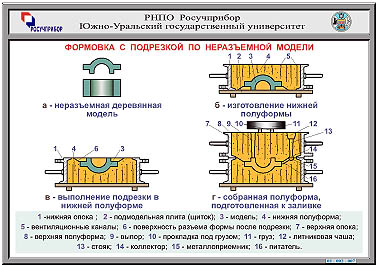
Ø Изготовление полуформ по модельным плитам(наиболее распространенными способами уплотнения смеси при машинной формовке являются прессование, встряхивание и их сочетание).
Ø Изготовление стержней.
Ø Сборка формы с простановкой стержней и подготовка ее к заливке.
Ø Заливка форм расплавленным металлом.
Ø Затвердевание и охлаждение отливок.
Ø выбивка отливок из форм и стержней из отливок.
Ø Отделение литниковой системы от отливок, их очистка и зачистка.
Ø Контроль качества отливок.
v Возможные дефекты отливок, причины и меры по их устранению.
Ø Недоливы и спаи. Образуются от не слившихся потоков металла, затвердевающих до заполнения формы. Возможные причины: холодный металл, питатели малого сечения.
Ø Усадочные раковины – закрытые внутренние полости в отливках с рваной поверхностью. Возникают вследствие усадки сплавов, недостаточного питания. Устраняют с помощью прибылей.
Ø Горячие трещины в отливках возникают в процессе кристаллизации и усадки металла при переходе из жидкого состояния в твердое при температуре, близкой к температуре солидуса. Склонность сплава к образованию горячих трещин увеличивается при наличии неметаллических включений, газов, серы и других примесей. Образование горячих трещин вызывают резкие перепады толщин стенок, острые углы, выступающие части. Высокая температура заливки также повышает вероятность образования горячих трещин.
Ø Для предупреждения образования горячих трещин в отливках необходимо обеспечивать одновременное охлаждение толстых и тонких частей отливок; увеличивать податливость литейных форм; по возможности снижать температуру заливки сплава.
Ø Пригар – трудноудаляемый слой формовочной или стержневой смеси, приварившийся к отливке. Возникает при недостаточной огнеупорности смеси или слишком большой температуре металла.
Ø Песчаные раковины – полости в теле отливки, заполненные формовочной смесью. Возникают при недостаточной прочности формовочной смеси.
Ø Газовые раковины – полости отливки округлой формы с гладкой окисленной поверхностью. Возникают при высокой влажности и низкой газопроницаемости формы.
Ø Перекос. Возникает из-за неправильной центровки.
v Область применения.
Ø Применяют во всех областях машиностроения. Получают отливки любой конфигурации 1…6 групп сложности. Точность размеров соответствует 6…14 группам. Параметр шероховатости Rz=630…80мкм.
Ø Можно изготавливать отливки массой до 250т. с толщиной стенки свыше 3мм.
v Преимущества.
Ø Конфигурация 1…6 групп сложности.
Ø Возможность механизировать производство.
Ø Дешевизна изготовления отливок.
Ø Возможность изготовления отливок большой массы.
Ø Отливки изготовляют из всех литейных сплавов, кроме тугоплавких.
v Недостатки.
Ø Плохие санитарные условия.
Ø большая шероховатость поверхности.
Ø Толщина стенок > 3мм.
Ø Вероятность дефектов больше, чем при др. способах литья.
Литье в кокиль
v Сущность процесса заключается в изготовлении отливок из жидкого расплава, свободной его заливкой в многократно используемые металлические формы – кокили, обеспечивающие высокую скорость затвердевания жидкого расплава и позволяющие получать в одной форме от нескольких десяток до нескольких тысяч отливок. 
v Виды.
Ø Вытряхные(не разъемные) – отливки простой конфигурации.
Ø С вертикальным разъемом – отливки не сложной конфигурации с небольшими выступами и впадинами на наружной поверхности.
Ø С горизонтальным разъемом – изготовление крупных простых по конфигурации отливок.
v Материалы и оснастка.
Ø Форма отливки – кокиль.
Ø Теплоизоляционное покрытие.
v Последовательность изготовления отливок.
Ø Подготовка кокиля к работе: очистка от остатков теплоизоляционного покрытия, нагрев до температуры 150-200° и нанесение свежего слоя теплоизоляционного покрытия толщиной 0,1…0,5мм, а на литниковые каналы и прибыли до 1мм.
Ø Сборка кокиля: установка стержней, соединение частей кокиля.
Ø Заливка расплавленного металла в кокиль.
Ø Затвердевание и охлаждение отливки.
Ø Удаление из отливки металлических стержней (если они есть) после образования в ней достаточно прочной корки.
Ø Извлечение отливки из кокиля после ее охлаждения до температуры 0,6…0,8 от температуры солидуса.
Ø Охлаждение или подогрев кокиля до оптимальной температуры 200-300°С и подкраска(при необходимости) рабочей поверхности кокиля.
v Область применения. Литьем в кокиль изготавливают отливки из чугуна, стали и цв. сплавов. Трудно получить сложные стальные отливки ввиду значительной усадки литейных сталей, что ведет к образованию трещин(в отсутствии податливости формы). Целесообразно применять в серийном, крупносерийном и массовом производствах. Этим способом изготавливают отливки из стали массой до 160кг., из цв. сплавов – до 50кг. с толщиной стенок от 3 до 100мм. Точность размеров соответствует 4…12 классам. Можно изготавливать отливки 1…5 группы сложности. Параметр шероховатости поверхности Rz = 80…20мкм.
v Преимущества.
Ø Повышенная точность геометрических размеров (по сравнению с литьем в ПФ).
Ø Снижение шероховатости поверхностей отливок (по сравнению с литьем в ПФ).
Ø Снижение припусков на механическую обработку на 10-20%.
Ø Лучше санитарно-гигиенические условия.
Ø Мелкозернистая структура отливок(> прочность).
v Недостатки.
Ø Сложность изготовления кокилей, их ограниченный срок службы (особенно при литье черных сплавов).
Ø Неподатливость кокиля и металлических стержней.
Ø Затруднен вывод газов из полости формы.
Ø Высокая стоимость кокиля, сложность и трудоемкость его изготовления
Ø Ограниченная стойкость кокиля, измеряемая числом годных отливок, которые можно получить в данном кокиле. От стойкости кокиля зависит экономическая эффективность процесса.
Ø Сложность получения отливок с поднутрениями, для выполнения которых необходимо усложнять конструкцию формы - делать дополнительные разъемы, использовать вставки, разъемные металлические или песчаные стержни.
Ø Неподатливый кокиль приводит к появлению в отливках напряжений, а иногда к трещинам.

