 2020-01-14
2020-01-14 570
570Шликерное литье представляет собой формообразование находящегося в жидкой фазе парафиново-воскового шликера на основе керамического порошка. Формообразование заготовок производится в пресс-формах. Рассмотрим два примера пресс-форм для шликерного литья.
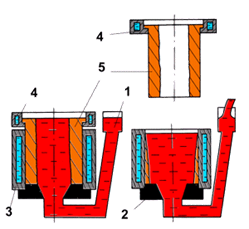
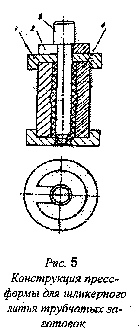 Конструкция пресс-формы для литья трубчатых заготовок, в том числе пьезокерамических элементов (ПЭ) (рис. 5) должна обеспечивать наряду с точным формообразованием также возможность удаления отливки из полости пресс-формы. Поэтому матрица пресс-формы изготавливается сборной, состоящей из двух полуматриц 4 с вертикальной плоскостью разъема. Полуматрицы замыкаются двумя кольцами 1 с базирующими буртиками. На нижнем кольце выполнено литниковое отверстие, взаимодействующее с питающей трубкой литьевой машины, а на верхнем кольце имеется точное отверстие – вспомогательная база для установки стержня 3, оформляющего отверстие трубчатого ПЭ. Для упрощения сборки и разборки пресс-формы между стержнем и верхним кольцом устанавливается накидная шайба 2.
Конструкция пресс-формы для литья трубчатых заготовок, в том числе пьезокерамических элементов (ПЭ) (рис. 5) должна обеспечивать наряду с точным формообразованием также возможность удаления отливки из полости пресс-формы. Поэтому матрица пресс-формы изготавливается сборной, состоящей из двух полуматриц 4 с вертикальной плоскостью разъема. Полуматрицы замыкаются двумя кольцами 1 с базирующими буртиками. На нижнем кольце выполнено литниковое отверстие, взаимодействующее с питающей трубкой литьевой машины, а на верхнем кольце имеется точное отверстие – вспомогательная база для установки стержня 3, оформляющего отверстие трубчатого ПЭ. Для упрощения сборки и разборки пресс-формы между стержнем и верхним кольцом устанавливается накидная шайба 2.
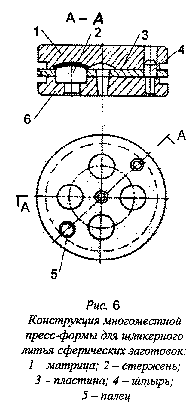 Шликерное литье сферических ПЭ производится с использованием пресс-формы многоместной конструкции (рис. 6), имеющей горизонтальную плоскость разъема. Полости под отливки образованы сочетанием поверхностей точных углублений в матрице 1 и стержней 2.
Шликерное литье сферических ПЭ производится с использованием пресс-формы многоместной конструкции (рис. 6), имеющей горизонтальную плоскость разъема. Полости под отливки образованы сочетанием поверхностей точных углублений в матрице 1 и стержней 2.
 Оборудованием для реализации операции шликерного литья является литьевая машина (рис. 7).
Оборудованием для реализации операции шликерного литья является литьевая машина (рис. 7).
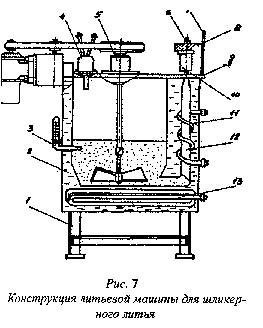
Каркас 1 литьевой машины изготовлен из уголковой стали и обшит стальным листом толщиной 1,5 мм. К каркасу крепится стальная плита 9, на которой осуществляется монтаж основных сборочных единиц: шликерного бака 2, механизма прижима пресс-формы 6, ограждение 7, электромагнитного клапана 4, контактного термометра 3, механической мешалки 5 с электродвигателем, блока электрического управления (на рис. 7 он не показан).
Шликерный бак состоит из собственно бака загрузки шликера, питателя 12, кожуха и крышки со встроенной в неё мешалкой. В крышке бака имеется отверстие под питатель. Для дополнительного подогрева шликера на выходе трубчатого питателя установлен дополнительный нагреватель 11 из нихромовой проволоки.
Шликерный бак устанавливается в прорези плиты крышки и уплотняется с помощью вакуумной резины тремя эксцентриковыми зажимами. Для обеспечения равномерного подогрева шликера пространство между шликерным баком и кожухом заполняется жидкостью (глицерином), которая подогревается установленным под шликерным баком трубчатым нагревателем 13 мощностью 2кВт.
Механизм прижима пресс-формы состоит из двух вертикальных стоек, на которых установлена подъемная плита 8 прижима. Ограждение, представляющее собой щиток из оргстекла, служит для предохранения оператора от ожогов горячей массой в случае её разбрызгивания.
Блок электрического управления смонтирован на шасси и служит для регулирования подачи сжатого воздуха через электромагнитный клапан, для поддержания определенной температуры шликера с помощью системы автоматического регулирования, датчиком которой является контактный термометр, а также для питания электродвигателя и электронагревателя.
Для вакуумирования шликерный бак с расплавленным шликером соединяется с вакуумным насосом. В течение 1,5...2 ч из бака откачивают воздух, одновременно работает механическая мешалка. По окончании вакуумирования вакуумный шланг перекрывают, а рабочий цикл начинается с того, что открывают доступ сжатого воздуха через электромагнитный клапан в шликерный бак и в полость мембранной пневмокамеры механизма прижима пресс-формы. Сжатый воздух, поступающий в полость шликерного бака, выдавливает разогретый жидкий шликер из бака через питатель в пресс-форму 10. При выключении электромагнитного клапана прекращается доступ воздуха из сети в клапан, а давление воздуха в шликерном баке и пневмокамере механизма прижима пресс-формы падает, поскольку воздух из шликерного бака уходит в атмосферу. Этим заканчивается рабочий цикл.
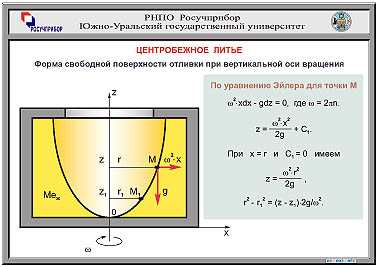
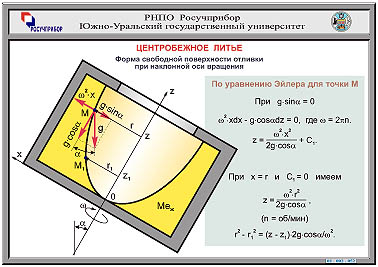
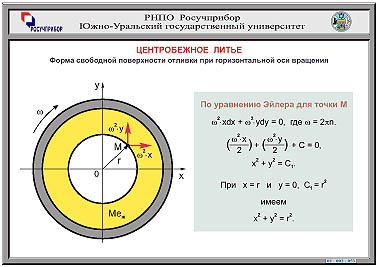
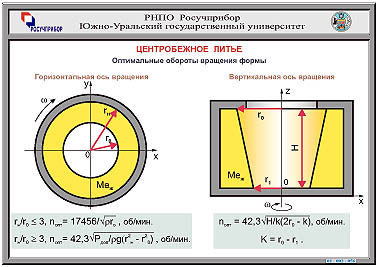
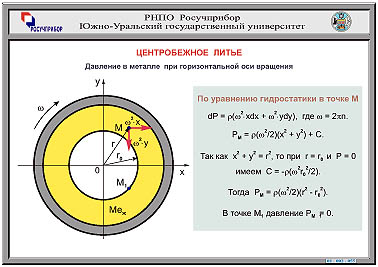
Центробежное литье
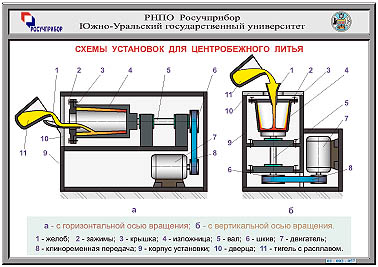
Центробежное литьё, способ литья в быстро вращающуюся металлическую форму. Расплавленный металл под действием центробежных сил отбрасывается к стенкам формы и затвердевает, образуя пустотелую отливку (трубку, втулку, кольцо) без стержня. Различают центробежное литье с разными осями вращения; заливаемые формы - песчаные, металлические, по выплавляемым моделям, оболочковые.
Внешняя поверхность отливки оформляется формой под действием центробежной силы при V=3-8 м/с. Под действием центробежной силы происходит направленное затвердевание металла и вытеснение газовой и усадочной пористости. Качество деталей может сильно пострадать из-за образования усадочных раковин. Отлитый в форму металл начинает затвердевать с наружных слоев, и некоторое время поверхность отливки представляет собой как бы твердую корку, под которой имеется жидкий металл. Она (корка) отделяется от еще расплавленного металла, находящегося в глубине кюветы который, уменьшаясь в объеме, не заполняет целиком всего пространства формы.

Литье намораживанием
v Сущность процесса заключатся в том, что жидкий металл из разливочного ковша через металлопровод 1 и соединительный стакан 2 подают в водоохлаждаемый кристаллизатор 3. Образовавшуюся трубную отливку 5 циклически извлекают вверх при помощи подвижной части кристаллизатора 4. Отличительной особенностью этой схемы является сифонный подвод металла к кристаллизатору, отсутствие стержня и извлечение отливок вверх.
v Область применения
Ø Получение сплошных и полых цилиндрических заготовок из серого чугуна, чугуна с шаровидным графитом и белого высокохромистого.








