 2020-01-14
2020-01-14 831
831Москва 2004
Содержание
1. Общие сведения о процессе литья 3
2. Классификация способов литья 4
3. Физическая сущность процесса литья 5
4. Виды литья:
4.1. В песчаные формы 7
4.2. В кокиль 10
4.3. В оболочковые формы 12
4.4. Шликерное в гипсовой форме 14
4.5. Центробежное литьё 16
4.6. Намораживанием 18
4.7. Под низким давлением 19
4.8. Под давлением 22
4.9. По выплавляемым моделям 23
4.10. Экструзия 25
5. Список литературы 27
Общие сведения о процессе литья


Под литьем в приборостроении понимают процесс, заключающийся в получении изделия путем помещения материала, находящегося в жидком агрегатном состоянии, в полость формы, затвердевание материала в полости формы и его последующего извлечения. Основным материальным элементом технологической системы литейного производства является форма.
Различают разовые (разрушаются при извлечении отливки), полупостоянные (возможно получить до нескольких сотен отливок) и постоянные (получают несколько сотен тысяч отливок) формы.
Классификация способов литья
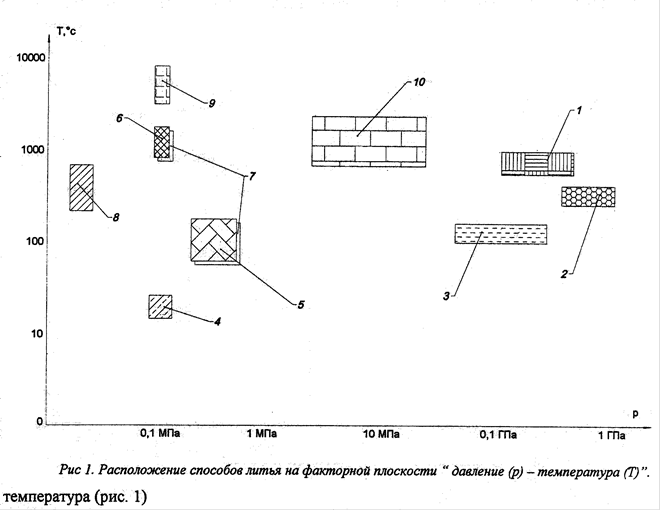
Сочетание факторов «давление», «температура», «материал» образуют технологические операторы – способы литья, которые образуют области на факторной плоскости давление – температура (рис. 1).
Литьем получают разнообразные конструкции отливок массой от нескольких грамм до 300т, длиной от нескольких сантиметров до 20м, со стенками толщиной 0,5-500 мм(блоки цилиндров, поршни, коленчатые валы, корпуса и крышки редукторов, зубчатые колеса, станины станков, станины прокатных станов, турбинные лопатки и т.д.). Отливки получают из черных сплавов (чугуны, стали) и цветных сплавов (алюминиевых, магниевых, медных, цинковых, титановых и др.).
Для получения расплава применяют шихтовые материалы:
§ небольшие слитки металлургического производства (чушки)
§ отходы собственного производства
§ лом
§ флюсы
Различные сплавы имеют разные литейные свойства, которые характеризуются следующими параметрами:
Физическая сущность процесса литья
Определяется тремя важнейшими понятиями: «жидкотекучесть», «кристаллизация», «усадка».
 Жидкотекучесть – способность материала заполнять форму в жидком состоянии. Жидкотекучесть зависит от вязкости и удельной теплоты плавления материала, а также от теплопроводимости и начальной температуры пресс-формы.
Жидкотекучесть – способность материала заполнять форму в жидком состоянии. Жидкотекучесть зависит от вязкости и удельной теплоты плавления материала, а также от теплопроводимости и начальной температуры пресс-формы.
 Испытание материала на жидкотекучесть проводят по спиральной пробе (рис. 2).
Испытание материала на жидкотекучесть проводят по спиральной пробе (рис. 2).
Кристаллизация – образование и рост кристаллов в затвердевающем металле. Процесс происходит в направлении, перпендикулярном поверхности теплоотдачи. Вследствие этого образовавшиеся зерна – монокристаллы в наружных областях мельче (рис. 3).
Усадка - Свойство литейных сплавов уменьшать объём при затвердевании и охлаждении. Усадочные процессы в отливках протекают с момента заливки расплавленного металла в форму вплоть до полного охлаждения отливки. Различают объёмную и линейную усадку, выражаемую в относительных единицах.
Линейная усадка - уменьшение линейных размеров отливки при её охлаждении от температуры, при которой образуется прочная корка, способная противостоять давлению расплавленного металла, до температуры окружающей среды. Линейную усадку определяют соотношением, %: 
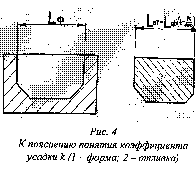
где lф и lотл - размеры полости формы и отливки при комнатной температуре (рис. 4).
На линейную усадку влияют химический состав сплава, температура его заливки, скорость охлаждения сплава в форме, конструкция отливки и литейной формы. Так, усадка серого чугуна уменьшается с увеличением содержания углерода и кремния. Усадку алюминиевых сплавов уменьшаем повышение содержания кремния. Усадку отливок уменьшает снижение температуры заливки. Увеличение скорости отвода теплоты от залитого в форму сплава приводит к возрастанию усадки отливки.
При охлаждении отливки происходит механическое и термическое торможение усадки. Механическое торможение возникает вследствие трения между отливкой и формой. Термическое торможение обусловлено различными скоростями охлаждения отдельных частей отливки. Сложные по конфигурации отливки подвергаются совместному воздействию механического и термического торможения.
Линейная усадка для серого чугуна составляет 0,9-1,3%, для высокопрочного чугуна до 1.7%, для ковкого чугуна …%, для углеродистых сталей 2-2,4%, для алюминиевых сплавов 0,9-1,5%, для медных 1,4-2,3%.
Объёмная усадка - уменьшение объёма сплава при его охлаждении в литейной форме при формировании отливки. Объёмную усадку определяют соотношением, %: 
где Vф и Vотл – объем полости формы и отливки при температуре 20°C. Объемная усадка приблизительно равна утроенной линейной усадке.
Усадка в отливках проявляется в виде:
· усадочных раковин - сравнительно крупных полостей, расположенных в местах отливки, которые затвердевают последними;
· усадочной пористости - скопление пустот, образовавшихся в отливке в обширной зоне в результате усадки в тех местах отливки, которые затвердели последними без доступа к ним расплавленного металла;
· трещин;
· короблений - изменение формы и размеров отливки под влиянием напряжений, возникающих при охлаждении.
Существует несколько способов изготовления отливок. Перечислим основные из них: литье в песчаные формы(ПФ), литье в кокиль(К), литье по выплавляемым моделям(ВМ), литье под давлением(Д).








