 2020-01-14
2020-01-14 101
101
Программный отбор игл успешно решается путем применения электронных систем, в состав которых входит ЭВМ. Однако нужно отметить, что с применением электронных систем программного отбора игл не изменяется состав петлеобразующей системы и принцип работы качающихся толкателей. Подтвердим это примером работы толкателей на кругловязальной машине с электронной системой программного отбора игл КЛК-14Э. На рисунке 2.14,а показано расположение иглы И и качающегося толкателя КТ в игольном пазу цилиндра 1. Толкатель КТ находится в положении І, когда его рабочая пятка 2 попадает в зону действия заключающего клина 3. В таком положении толкатель КТ подходит к отбирающей платине 4 рис 2.14б и, продолжая двигаться по стрелке а, встречает своей рисунчатой пяткой РП с наклонной плоскостью 5; поворачивая отбирающую пластину по стрелке б, толкатель прижимает ее хвостовиком к электромагниту 6. Если в соответствии с программой вязания необходимо отобрать иглу, электромагнит получает команду программоносителя и удерживает отбирающую платину за хвостик в поднятом положении. В этом положении пластины выступ 8 находится на уровне пятки РП толкателя. Двигаясь дальше, толкатель КТ своей пяткой РП подходит к выступ 8, откланяется им по стрелке в и утапливается в паз цилиндра, занимая положение ІІ (показано пунктиром рис 2.14, а).
В положении ІІ толкателя рабочая пятка 2 выходит из зоны действия заключающего клина 3.
Если электромагнит не получает команды от программоносителя отбирающая пластина, после того как рисунчатая пятка под действием пружины и выступ 8 оказывается расположенным ниже уровня рисунчатой пятки. Толкатель проходит мимо отбирающей пластины, не меняя своего положения І, и выполняет рабочее движение вдоль игольного паза от заключающего клина.
Следовательно, электронная система управления регулирует положение отбирающей пластины. Качательное движение толкателя - введение его рабочей пятки в зону заключающего клина и выборочное выведение его из этой зоны (утапливание толкателя) – осуществляется механическим путем: в первом случае – под действием радиального клина, во втором – под действием выступа отбирающей пластины, которая также играет роль радиального клина. При этом числом рисунчатых пяток определяется размер раппорта рисунка. Он зависит от частоты рабочего процесса машины и быстродействия электронной системы программного отбора игл.
Значительно меньшую производственную площадь занимают рашель-машины с электронными механизмами селекторно-группового отбора РОУ. Принципиальная схема такого электронного механизма отбора приведена на рис. 2.86. ПЗУ механизма является магнитная лента. Сигналы, записанные на магнитной ленте, по КС поступают в узел управления (УУ), представляющий собой микропроцессор, содержащий блоки ФАО и ФК.0
(см. схему 2.1), и передаются в узел отбора (УО). Работа ПЗУ и УО синхронизирована с вращением главного вала машины.
УО представляет собой блок, содержащий для каждой из гребенок основовязальной машины устройство интегратора сдвигов (рис. 2.87). Каждая из гребенок 2 с ушковинами 1 через шарнирную тягу 4 прижата пружиной 3 к ползуну 5, перемещающемуся в пазу 32 корпуса 33 устройства интегратора сдвигов. В этом же пазу свободно размещены ползуны 8, 10, 12, 14, 16. Каждый из ползунов в правой части имеет профильные скосы, по которым перемещается, как это показано для ползуна 5, ролик 6 рычага отбора 7. Правый конец рычага отбора 7 свободно посажен на ось, установленную на ползуне 8; правые концы рычагов 9, 11, 13, 15 аналогично посажены на оси соответственно ползунов 10, 12, 14, 16, а конец рычага 17 —
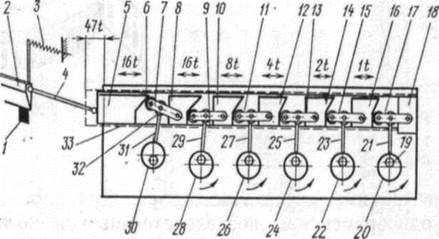
Рис. 2.87. Устройство интегратора сдвигов гребенок
на ось выступа 18 корпуса. Все ползуны под действием пружины 3 прижаты своими скосами к роликам рычагов и выступу 18 корпуса устройства интегратора сдвигов. Каждый из рычагов отбора может занимать два положения: рабочее (как это показано на схеме для рычага 7) и нерабочее (как это показано на схеме для всех остальных рычагов механизма).
В рабочее положение рычаги устанавливаются от эксцентриков 30, 28, 26, 24, 22, 20, закрепленных на валах 19 шаговых электродвигателей, через тяги 31, 29, 27, 25', 23, 21. В рабочем положении рычагов их ролики, скользя по скосам ползунов, выдвигают ползуны из паза 32 корпуса механизма на соответствующее число игольных шагов. Число игольных шагов, на которое перемещается каждый из ползунов, зависит от профиля его скоса. Например, скосы ползунов 5 и 6 рассчитаны на перемещение каждого из них на 16 игольных шагов (16 0, скос ползуна 10 — на 8 игольных шагов (8t), скос ползуна 12 — на 4t, ползуна 14 — на 2t, ползуна 16 — на 1 t. При вводе всех рычагов устройства в рабочее положение гребенка получает максимальный сдвиг, равный 47 игольным шагам (47 t).
Нетрудно видеть, что, вводя в работу рычаги отбора в определенном сочетании, можно получать любой сдвиг гребенки (от 0 до 47 игольных шагов).
Формирование команд отбора (ФКО) посредством включения заданных шаговых электродвигателей выполняется микропроцессором УУ (см. рис. 2.86). ПЗУ электронного механизма отбора в виде стандартной кассеты с магнитной пленкой достаточно для выполнения узоров с высотой раппорта до 2000 петельных рядов.








