 2020-01-14
2020-01-14 242
242
В цехе производство в ремонтных мастерских организовано методом специализированных бригад. Сущность метода заключается в том, что в транспортном цехе организуются несколько специализированных бригад, специализирующихся по видам технического обслуживания и ремонту автомобилей. Схема организации производства представлена на рисунке 2.1.
Достоинство этого метода организации производства:
- специализация исполнителей позволяет повысить ответственность за качество работ;
- снижение среднего тарификационного разряда бригады, при достаточно высоком качестве;
- сокращается число одноименного оборудования, инструментов и приспособлений;
- сокращаются производственные площади;
- упрощается руководство участками, учет и контроль над выполнением технических воздействий.
Однако возникают трудности регулирования загрузки и анализа работы различных бригад, снижается эффективность использования оборудования общего назначения (подъемников, ям, специализированного оборудования), возникают сложности в распределении запасных частей.
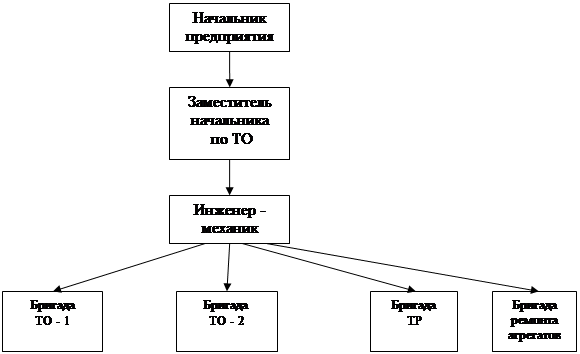
Рисунок 2.1 – Схема организации ТО-1 и ТО-2
Технологический процесс ТО, ТР организован по схеме изображенной на рисунке 2.2.
Автомобиль по возвращении с линии проходит контрольный пункт (КП) и направляется в комплекс ежедневного обслуживания. Если автомобиль исправен, то пройдя мойку, он направляется в зону хранения, если не исправен, то в зону ТР.
Автомобиль, у которого пробег превысил пробег до очередного технического обслуживания, техническим персоналом загоняются в соответствующую зону (ТО – 1, ТО – 2). Предварительно, за два – три дня, автомобили, пробег которых приближается к очередному техническому обслуживанию, заезжает в участок диагностики и проходят перед ТО – 1 общую (Д – 1), перед ТО – 2 углубленную (Д – 2) диагностику.
Если во время ТО у автомобилей обнаружились работы по ремонту, не подлежащие выполнению при проведении ТО, то оформляется заявка на ремонт, и автомобили становятся на участок ТР. Для контроля проведенных работ автомобиль после ТО может быть направлен на участок диагностики.
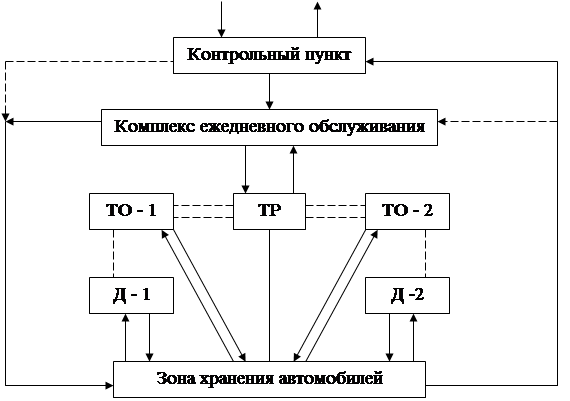
 движение машин
движение машин
 возможное движение автомобиля
возможное движение автомобиля
Рисунок 2.2 – Схема технологического процесса ТО и ТР
Автомобили работают на линии с  до
до  . Учитывая график работы автомашин, предлагается совмещенный график межсменного времени, времени работы на линии и времени работы зон Т – 1, ТО – 2. График представлен в приложении №1. (см. приложение)
. Учитывая график работы автомашин, предлагается совмещенный график межсменного времени, времени работы на линии и времени работы зон Т – 1, ТО – 2. График представлен в приложении №1. (см. приложение)
 - количество автомобилей технически исправных.
- количество автомобилей технически исправных.
 , (2.21)
, (2.21)
 единица.
единица.
Зона ТО – 1 работает в межсменное время с  до
до  часов, чтобы не снимать автомобиль с линии, перерыв на обед с
часов, чтобы не снимать автомобиль с линии, перерыв на обед с  до
до  . Зона ТО – 2 работает в одну смену с
. Зона ТО – 2 работает в одну смену с  до
до  часов, с перерывом на обед с
часов, с перерывом на обед с  до
до  . Продолжительность смены в зонах ТО – 1 составляет
. Продолжительность смены в зонах ТО – 1 составляет  , и ТО – 2 составляет
, и ТО – 2 составляет  .
.
Наиболее эффективным методом организации технического обслуживания автомобилей является поточная линия. Производственная база транспортного цеха позволяет организовать ТО – 1 на специализированных постах поточным методом, ТО – 2 на универсальных постах.
Дозагрузка линии ТО – 1 и постов ТО – 2 возможна за счет обслуживания грузовых автомобилей принадлежащих коммерческим фирмам занимающихся грузоперевозками, а так же гражданам. Годовой объем работ ТО – 1 при поточном методе обслуживания  , чел.- ч. [4]:
, чел.- ч. [4]:
 , (2.22)
, (2.22)
где  - годовой объем работ ТО – 1 с сопутствующим ТР при постовом методе обслуживания, чел.- ч по данным предприятия =1018,8 чел.- ч.;
- годовой объем работ ТО – 1 с сопутствующим ТР при постовом методе обслуживания, чел.- ч по данным предприятия =1018,8 чел.- ч.;
 - планируемая доля снижения трудоемкости работ ТО – 1 при поточном методе обслуживания, ч по данным предприятия
- планируемая доля снижения трудоемкости работ ТО – 1 при поточном методе обслуживания, ч по данным предприятия  =0,2.
=0,2.
 =1018,8
=1018,8  = 815 чел.- ч.
= 815 чел.- ч.
Откорректированная расчетная трудоемкость единицы ТО – 1  , чел.- ч.:
, чел.- ч.:
 , (2.23)
, (2.23)
 = 815 / 297 = 3 чел.- ч.
= 815 / 297 = 3 чел.- ч.
Результаты расчетов по формуле (2.23) приведены в таблице 2.9
Таблица 2.9 – Уточненная трудоемкость ТО – 1
| Марка автомобиля | Камаз | Маз | Зил | Газ |
| Единицы ТО – 1,чел.- ч | 11 | 7,3 | 9,1 | 5,8 |
| Годовая, чел.- ч | 1522,2 | 179,7 | 1127,8 | 1221 |
Средняя трудоемкость ТО – 1 при поточном методе обслуживания одной единицы равна 3,8 чел.- ч., общая трудоемкость ТО – 1 по всему парку равна 4098 чел.- ч. Расчет численности производственных рабочих при поточном методе обслуживания. Явочная численность производственных рабочих  , чел. [12]:
, чел. [12]:
 , (2.24)
, (2.24)
 человека.
человека.
Списочная численность производственных рабочих  , чел.[12]:
, чел.[12]:
 , (2.25)
, (2.25)
 человека.
человека.
Количество постов ТО – 1  :
:
 , (2.26)
, (2.26)
где  - коэффициент, учитывающий неравномерность работы отделения (
- коэффициент, учитывающий неравномерность работы отделения ( =1 [12]);
=1 [12]);  - коэффициент, учитывающий неравномерность поступления машин на посты ( =1,2 [12]);
- коэффициент, учитывающий неравномерность поступления машин на посты ( =1,2 [12]);  - среднее количество рабочих на посту, человек (
- среднее количество рабочих на посту, человек ( = 2 [12]);
= 2 [12]);  - коэффициент использования рабочего времени поста (
- коэффициент использования рабочего времени поста ( =0,9 [12]);
=0,9 [12]);
 = 2 поста.
= 2 поста.
Количество постов ТО – 2  :
:
 , (2.27)
, (2.27)
 = 2поста.
= 2поста.
Расчет поточной линии ТО – 1.
Такт поста  , ч.:
, ч.:
 , (2.28)
, (2.28)
где  - средняя трудоемкость одного ТО – 1, выполняемого на посту, чел.- ч. ( =3,8 чел.- ч. [12]);
- средняя трудоемкость одного ТО – 1, выполняемого на посту, чел.- ч. ( =3,8 чел.- ч. [12]);
 -время, затрачиваемое на установку машины на пост и съезд с поста, ч. (
-время, затрачиваемое на установку машины на пост и съезд с поста, ч. ( = 0,1 ч. [12]).
= 0,1 ч. [12]).
 = 2 ч.
= 2 ч.
Ритм производства ТО – 1  , ч. [12]:
, ч. [12]:
 , (2.29)
, (2.29)
где  - суточный фонд рабочего времени, ч.:
- суточный фонд рабочего времени, ч.:
 , (2.30)
, (2.30)
 = 8 ч.
= 8 ч.
 - количество i – х обслуживаний в сутки (
- количество i – х обслуживаний в сутки ( = 12);
= 12);
 ч.
ч.
Количество поточных линий для ТО – 1 [12]:
 , (2.31)
, (2.31)
 = 3 линии.
= 3 линии.








