 2020-01-14
2020-01-14 294
294
Основные геометрические параметры заточки пластин определяем по [37, 38].
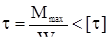
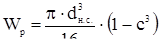
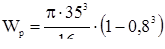
Форма заточки в плане определяется сочетанием углов j, j1 и (рис. 9.1.). Их величина зависит от диаметра сверла, свойств обрабатываемого материала и оказывает влияние на точность отверстий и качества обработанной поверхности.
Геометрическая заточка сверла для глубокого сверления
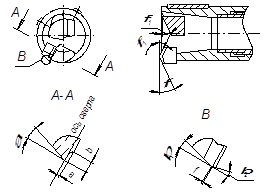
Рис. 9.1.
Значение параметров заточки выбираем по [38, с. 202, табл. 9.6]:
- главный угол в плане j = 25о;
- угол j1 = 25о;
- размер а=0,5 мм;
- размер b=1,8 мм;
- ленточка f=0,6мм;
- задний угол a=18о;
- углы b1 =b2 = 15о;
Предъявляемые требования к конструкции сверла
Технические требования к изготовлению сверла назначаем по [38]:
- рабочая часть головки шлифуется вместе с направляющими с допуском по Н8(-0.039);
- стебель по f7( );
);
Проверочный расчет
Так как сверла в процессе резания испытывают нагрузку в виде момента резания и осевой силы то, проверка на прочность сводится к проверке на кручение и на сжатие.
 =113 МПа (9.1.)
=113 МПа (9.1.)
где, [t] – предел прочности при кручении, МПа;
Мmax - максимальный момент инерции при сверлении, Н.м;
Wp – осевой момент инерции, мм3.
 , мм3 (9.2.)
, мм3 (9.2.)
где,  , характеристика кольцевого сечения, мм.
, характеристика кольцевого сечения, мм.

 =4106,14 мм3
=4106,14 мм3
 , Н.м (9.3.)
, Н.м (9.3.)
где, См = 0,0345 – постоянная величина;
q = 2,0; y = 0,8 – показатели степени;
Кр = 1,01 – коэффициент, учитывающий условия обработки;
S = 0,2 – подача, мм/об.
 138,85 Н.м;
138,85 Н.м;
 ,Н.м (9.4.)
,Н.м (9.4.)
где, n = 3 – коэффициент запаса прочности.
 Н.м
Н.м
На сжатие:
 МПа (9.5.)
МПа (9.5.)
где,  – осевая сила при сверлении, Н;
– осевая сила при сверлении, Н;
А – площадь поперечного сечения, мм2.

 , Н (9.6.)
, Н (9.6.)
где, Ср = 68 – постоянная величина;
q = 1,0; y = 0,7 – показатели степени.

Площадь поперечного сечения для кольца рассчитывается по формуле:
 , мм2 (9.7.)
, мм2 (9.7.)
 мм2
мм2
Из проверочных расчетов видно, что условия прочности по кручению и сжатию выполняются, значит, принятые размерные параметры стебля сверла выбраны правильно.
РАСЧЕТ И ПРОЕКТИРОВАНИЕ СТАНОЧНОГО ПРИСПОСОБЛЕНИЯ
Сбор исходных данных
Технологическая операция 50: Фрезерная. Фрезеровать шпоночный паз и два паза под стопорные многолапчатые шайбы.
Вид и материала заготовки – сталь 12ХН3А sв =850 МПа после чистовой токарной обработки.
Инструменты – фреза шпоночная цельная Æ14 и Æ10 мм ГОСТ 9140-78. Материал режущей части – Р6М5.
Используемое оборудование. Вертикально-фрезерный консольный станок с ЧПУ 6Р13РФ3. Размер стола 400х1600 мм, мощность электродвигателя N=7,5 кВт, частота вращения 40- 2000 об/мин, подача стола 7,5-600 мм/мин.
Тип приспособления – СНП с пневматическим зажимом.
Теоретическая схема базирования представлена на рис.10.1.
Операционный эскиз
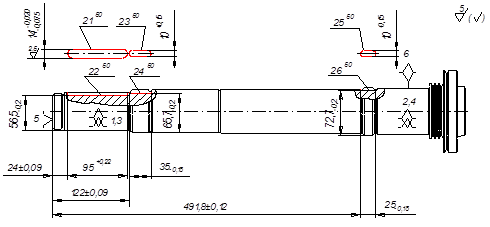
Рис.10.1.








