 2020-01-14
2020-01-14 281
281Задача этапа – путём сопоставления преимуществ и недостатков ИТР и аналогов установить, какой из аналогов является наиболее прогрессивным.
Определение показателей положительного эффекта
Определяем, какие показатели положительного эффекта желательно получить в идеальном усовершенствованном объекте. Группируем показатели и заносим в таблицу 8.3.
Сопоставительный анализ преимуществ и недостатков ИТР и аналогов
Определяем, какие показатели положительного эффекта желательно получить в идеальном усовершенствованном объекте. Группируем показатели и заносим в графы 1-3 таблицы 8.3, после чего производим оценку обеспечения каждого показателя положительного эффекта в баллах по группам а) б) – от 0 до 5 баллов, по группам в) и г)– от –2 до 2 баллов. ИТР по каждому показателю выставляем оценку 0. Оценки заносим в табл. 8.3. Суммируем оценки по каждому аналогу. По наибольшей суммарной оценке по каждому аналогу выбираем аналог являющийся наиболее прогрессивным. Таким аналогом является сверло - авторское свидетельство РФ №1816481, авторы Ю.С. Галустьян, Г.К. Нестеров.
Таблица 8.3
Оценка преимуществ и недостатков аналогов
| группа | № | Показатели положительного эффекта | ИТР | РФ А.с. №1804972 | РФ А.с. №1713761 | РФ А.с. № 1756742 | РФ А.с. №1748969 | РФ А.с. №1816481 | РФ пат. №2090315 |
| А | 1 | Обеспечивающие достижение цели предполагаемым путем Повышение стойкости сверла и производительности обработки путем изменения его конструкции. | 0 | 2 | 3 | 3 | 3 | 4 | 4 |
| Б | Обеспечивающие достижение цели другими путями | 0 | - | - | - | - | - | - | |
| В | 1 | Улучшающие другие полезные свойства объекта Надежность закрепления режущих элементов. | 0 | 1 | 1 | 1 | 2 | 1 | 1 |
| г | 1 2 3 | Ослабляет вредные свойства объекта Упрощение конструкции Уменьшает вибрации Повышение точности | 0 0 0 | -1 2 0 | -1 0 1 | -2 2 2 | -1 0 1 | 0 1 1 | -1 0 2 |
| Суммарный положительный эффект | 0 | 4 | 4 | 6 | 5 | 7 | 6 | ||
Описание усовершенствованного объекта
Сверло для глубокого сверления предназначено для чистовой обработки осевого отверстия детали шпиндель.
Сверло (см.рис. 8.5) состоит из корпуса 1 с хвостовиком 2 и внутренним каналом 3 для отвода стружки вместе с СОЖ, направляющих шпонок 4 и 5, центрального 6 и периферийного 7 сменных резцов. Центральный резец 6 установлен на 0,5…0,7 мм ближе к торцу хвостовика 2, чем периферийный резец 7. Направляющая шпонка 5 установлена напротив периферийного резца, а направляющая шпонка 4 установлена под центральным углом 90о к направляющей шпонке 5. В осевом направлении шпонки 4 и 5 смещены относительно периферийного резца в сторону хвостовика на  мм.
мм.
Сверло для глубокого сверления
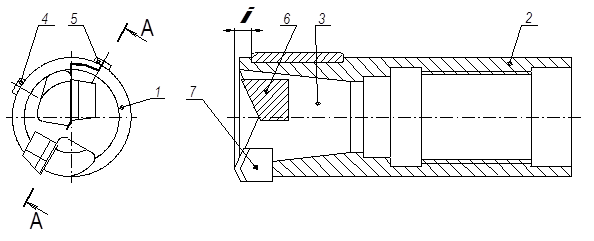 Рисунок 8.5
Рисунок 8.5
Сверло работает следующим образом. При сверлении первым в заготовку врезается периферийный резец 7, образуя в ней кольцевую канавку, а центральный резец 6 подрезает образующийся стержень. При этом силы резания прижимают направляющие шпонки 4 и 5 к стенкам обработанного участка отверстия. Равнодействующая радиальных и тангенциальных составляющих сил резания при таком расположении резцов и направляющих шпонок направлена через поверхность контакта направляющих шпонок с отверстием и опрокидывающего момента не создает. Образующаяся при сверлении стружка удаляется через канал 3.








