 2020-01-14
2020-01-14 264
264
Отверстия на сверлильных станках обрабатывают различными режущими инструментами: сверлами, зенкерами, зенковками, развертками, резцами и метчиками.
Сверла служат для образования отверстий в различных материалах. Они разделяются на спиральные, с прямыми канавками, перовые, для глубокого, кольцевого сверления и центровочные (рис. 23).
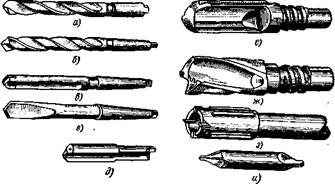
Рис. 23. Разновидности сверл: а. б — спиральные, в — с прямыми канавками, г — перовое, д — ружейное, е — однокромочные с внутренним отводом стружки для глубокого сверления, ж — двухкромочное для глубокого сверления, з — для кольцевого сверления, и — центровочное
Сверла изготовляют из быстрорежущих, легированных и углеродистых сталей, а также их оснащают пластинками из твердых сплавов.
Наибольшее распространение в промышленности получили спиральные сверла. Спиральные сверла (рис. 23) изготовляют диаметром от 0,1 до 80 мм. Они состоят из рабочей части, хвостовика (конусного или цилиндрического), служащего для крепления сверла в шпинделе станка или в патроне, и лапки, являющейся упором при удалении сверла из шпинделя.
Рабочая часть сверла представляет собой цилиндрический стержень с двумя спиральными, или винтовыми, канавками, по которым выходит наружу стружка из просверливаемого отверстия.
Режущая часть сверла заточена по двум коническим поверхностям, имеет переднюю и заднюю поверхности и две режущие кромки, соединенные перемычкой под углом 55°.
На цилиндрической части по винтовой линии проходят две узкие ленточки, которые центрируют и направляют сверло в отверстие. Ленточки значительно снижают трение сверла о стенки отверстия. Кроме того, для уменьшения трения на рабочей части сверла по направлению к хвостовику сделан обратный конус (диаметр сверла уменьшается от 0,03 до 0,1 мм на каждые 100 мм длины)
Эксплуатационные качества любого режущего инструмента, в том числе и сверла, зависят от материала инструмента, его термообработки, а так же углов заточки режущей части.
Режимы обработки
Для обработки отверстий в заготовках, полученных при литье, штамповке, либо для получения отверстий (сквозных или глухих) в сплошном материале применяют разнообразные инструменты, которые часто называют осевыми вследствие совпадения их оси в процессе обработки с осью отверстия. Наиболее широко применяется обработка отверстий такими осевыми инструментами, как сверла, зенкеры и развертки.
Сверлами работают на всех станках токарной и сверлильно-расточной группы, на многооперационных станках и станках с ЧПУ, на агрегатных станках и автоматических линиях, а также при использовании ручных сверлильных машин с пневматическим или электрическим двигателем.
Рассмотрим схемы рассверливания, т.е. увеличения диаметра имеющегося отверстия сверлом, зенкерования, при котором та же цель достигается применением другого инструмента — зенкера, и развертывания, когда расширение отверстия осуществляется разверткой.
Сочетание двух движений инструмента v и S0 приводит к тому, что со стенок отверстия заготовки снимается слой металла толщиной t, равной полуразности диаметров отверстия до и после обработки. Количество материала, подвергнутого деформации и преобразованного в стружку в единицу времени, зависит от режима обработки, определяемого величинами v, S0 и t.
Скоростью резания v при обработке осевыми инструментами называется окружная скорость на наибольшем диаметре инструмента. Для всех вышеуказанных случаев в системе единиц СИ v = πDn м/с.
В условиях производства диаметр инструмента измеряют в миллиметрах, а время в минутах. Тогда
πDn
v = ----------м/мин.
1000
Скорость резания изменяется от нуля (у оси) до максимума (на наибольшем диаметре). Эпюры скоростей показаны на рис. 24.
Подачей при работе осевыми инструментами называют величину перемещения инструмента S0 вдоль оси за один его оборот. При вращении инструмента с частотой n об/с (об/мин) он переместится за единицу времени на величину SМ = S0n ММ/С (ММ/МИН).
При использовании последней единицы подачи (в скобках) ее называют минутой. Можно подачу отнести к одному зубу инструмента, тогда S z= So/z, где z число зубьев инструмента. Для сверла z = 2, для зенкера z= 3÷9, для развертки z = 5÷14.
Срезаемый слой в процессе обработки осевыми инструментами будет характеризоваться величинами b и а (см. рис. 24). Шириной срезаемого слоя b называется расстояние между обработанной и обрабатываемой поверхностями, измеренное по поверхности резания. Толщиной срезаемого слоя а называется расстояние между двумя положениями соседних режущих кромок инструмента в диаметральной плоскости отверстия при повороте инструмента на 1/z часть окружности, измеренное перпендикулярно режущей кромке.

Рис. 24. Элементы режима резания и срезаемого слоя: а — при рассверливании; б — при зенкеровании; в— при развертывании
Сварочные работы.
1. Ручная дуговая сварка: эскиз деталей, оборудование, режимы.
Сварка – технологический процесс получения неразъемных соединений материалов посредством установления межатомных связей между свариваемыми частями при их местном или пластическом деформировании, или совместным действием того и другого. Сваркой соединяют однородные и разнородные металлы и их сплавы, металлы с некоторыми неметаллическими материалами (керамикой, графитом, стеклом и др.), а также пластмассы.
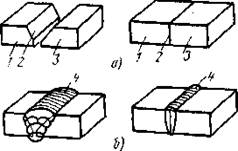
Рис. 25 Соединение деталей сваркой плавлением: а — перед сваркой, б — после сварки; 1, 3 — свариваемые детали, 2 — оплавляемые кромки, 4 — сварной шов
К термическому классу относятся виды сварки, осуществляемые плавлением с использованием тепловой энергии (дуговая, плазменная, электрошлаковая, электронно-лучевая, лазерная, газовая и др.).
Ручную дуговую сварку выполняют сварочными электродами, которые вручную подают в дугу и перемещают вдоль заготовки. В процессе сварки металлическим покрытым электродом – дуга горит между стержнем электрода и основным металлом. Стержень электрода плавится, и расплавленный металл каплями стекает в металлическую ванну. Вместе со стержнем плавится покрытие электрода, образуя газовую защитную атмосферу вокруг дуги и жидкую шлаковую ванну на поверхности расплавленного металла. Металлические и шлаковые ванны вместе образуют сварочную ванну. По мере движения дуги сварочная ванна затвердевает и образуется сварочный шов. Жидкий шлак после остывания образует твердую шлаковую корку.

Рис. 26. Сварка под флюсом: 1 — сварочная проволока, 2 — образующаяся капля, 3 — газовый пузырь, 4 — дуга, 5 — сварочная ванна, 6 — расплавленный флюс, 7 — нерасплавленный флюс, В — изделие
Электроды для ручной сварки представляют собой стержни с нанесенными на них покрытиями. Стержень изготовляют из сварочной проволоки повышенного качества. Сварочную проволоку всех марок в зависимости от состава разделяют на три группы: низкоуглеродистая, легированная и высоколегированная.
Ручная сварка удобна при выполнении коротких и криволинейных швов в любых пространственных положениях – нижнем, вертикальном, горизонтальным, потолочном, при наложении швов в труднодоступных местах, а также при монтажных работах и сборке конструкций сложной формы.
Ручная сварка обеспечивает хорошее качество сварных швов, но обладает более низкой производительностью, например, по сравнению с автоматической дуговой сваркой под флюсом.
Производительность процесса в основном определяется сварочным током. Однако ток при ручной сварке покрытыми электродами ограничен, так как повышение тока сверх рекомендованного значения приводит к разогреву стержня электрода, отслаиванию покрытия, сильному разбрызгиванию и угару расплавленного металла. Ручную сварку постепенно заменяют полуавтоматической в атмосфере защитных газов.
Сварочное оборудование.
Сварочный пост — рабочее место сварщика, оборудованное всем необходимым для выполнения сварочных работ. Сварочный пост укомплектован источником питания, электрическими проводами, электрододержателем, сборочно-сварочными приспособлениями и инструментом, щитком.
Сварочные посты в зависимости от рода применяемого тока и типа источника питания дуги делят на виды: постоянного тока с питанием от сварочного выпрямителя или сварочного преобразователя; переменного тока с питанием от сварочного трансформатора. Сварочные посты могут быть стационарными или передвижными.
Стационарные посты представляют собой открытые сверху кабины для сварки изделий небольших размеров.
В кабине обычно помещают однопостовой сварочный трансформатор или сварочный выпрямитель. Вращающийся преобразователь постоянного тока создает при работе сильный шум, поэтому его лучше размещать за пределами кабины. При питании сварочных постов от многопостовых выпрямителей сварочный ток разводят по кабинам проводами или шинами. В кабине устанавливают рубильник или магнитный пускатель для включения источника сварочного тока. На рабочем столе располагают специальные приспособления для сборки и зажатия свариваемых деталей, а также ящики для покрытых электродов и инструмента. На стенке кабины подвешивают сушильный шкаф для прокалки электродов.
Передвижные посты применяют при сварке крупногабаритных изделий непосредственно на производственных площадях цехов или строительных площадках. Защита от лучей дуги в этих случаях производится щитами, а защитой источников питания дуги от дождя и снега служат навесы или на монтаже передвижные машинные залы.
Принадлежности и инструмент сварщика.
Для зажатия электрода и подвода к нему сварочного тока служит электрододержатель. Более совершенными являются электрододержатели с пружинами применяют также винтовые, пластинчатые, вилочные и другие типы электрододержателей.
Согласно ГОСТ 14651-78Е, электрододержатели выпускают трех типов в зависимости от силы сварочного тока: I типа—для тока 125 А; II типа — 125-315 А; III типа —315-500 А. Во всех типах электрододержатель должен выдерживать без ремонта 8000 зажимов электродов. Время смены электрода не должно превышать 4 с.
Щитки изготовляют согласно ГОСТ 12.4.035 — 78 из легких и несгораемых материалов (спецпластмасс). Масса ручного щитка не должна превышать 0,48 кг, наголовного — 0,50 кг.
Защитные стекла (светофильтры) предназначены для защиты глаз и кожи лица от лучей дуги, брызг металла и шлака. ГОСТ 12.4.080 — 79 предусматривает 13 классов (номеров) светофильтров при сварке на токах от 5 до 1000 А.
Размер светофильтра 52х102 мм. Светофильтр вставляют в рамку щитка. Светофильтр защищают от брызг снаружи обычным оконным стеклом. Прозрачное стекло меняют по мере загрязнения.
Кабели и сварочные провода служат для подвода тока от источника питания к электрододержателю и изделию. Электрододержатели присоединяют к гибкому с медными жилами кабелю ПРГД или ПРГДО (ГОСТ 6731-77 Е). При отсутствии значительных механических воздействий можно использовать кабель АПРГДО с алюминиевыми жилами. Медный кабель ПРГД может противостоять воздействию ударных нагрузок, а также трению о металлические конструкции, абразивные материалы. Медный кабель ПРГДО и алюминиевый АПРГДО не могут подвергаться значительному механическому воздействию. Длина гибкого кабеля, к которому присоединяется электрододержатель, обычно равна 2-3 м, остальная часть его может быть заменена кабелями марок КРПТ, КРПТН, КРПГ, КРПС, КРПСН с медными жилами и АКРПТ, АКРПТН с алюминиевыми жилами (ГОСТ 13497-77Е). Кабель марки КПРС имеет повышенную гибкость и может в процессе работы подвергаться значительным ударным нагрузкам. Кабель разных марок соединяют муфтами, пайкой или медными наконечниками и болтами.
Провод, соединяющий свариваемое изделие с источником питания, может быть менее гибким и более дешевым. В этом случае применяют провод марки ПРГ (ГОСТ 20520-80).
Для присоединения к свариваемому изделию провод часто снабжают быстродействующим зажимом, изготовленным из электропроводного металла (меди, бронзы). Зажимы могут быть пружинного или винтового типа. Проводом от источника питания до изделия может служить алюминиевая или стальная шина, уложенная в деревянном кожухе.
Сечения медных проводов (жил) выбирают по установленным нормативам для электротехнических установок 5-2 А/мм2 при токах 100-300 А.
Одежда сварщика (костюм и халат) шьется из брезентовой парусины, иногда из специальной (пленочной) ткани. Брюки надевают поверх обуви для предохранения ног от ожогов горячими огарками, образующимися при смене электродов, и брызгами металла.
Одежда из прорезиненного материала не применяется, так как легко прожигается нагретыми частицами металла. Все сварщики должны пользоваться брезентовыми рукавицами.
При выполнении сварочных работ внутри замкнутых сосудов (котлов, емкостей, резервуаров и др.) сварщиков обеспечивают резиновыми ковриками, галошами, особыми наколенниками, подлокотниками и деревянными подставками.
К принадлежностям сварщика относятся;
- стальная щётка, применяемая для зачистки металла от грязи, ржавчины перед сваркой и шлака после сварки.
- молоток с заострённым концом для отбивки шлака со сварочных швов и для поставки личного клейма.
- зубило для вырубки дефектных мест сварного шва.
- для замера геометрического размеров швов, сварщику выдают набор шаблонов. Также сварщик пользуется некоторыми измерительными инструментами (линейка, рулетка). Для проверки углов используется угольник.
Режим ручной дуговой сварки.
Под режимом сварки понимают группу показателей, определяющих характер протекания процесса сварки. Эти показатели влияют на количество теплоты, вводимой в изделие при сварке. К основным показателям режима сварки относятся: диаметр электрода или сварочной проволоки, сварочный ток, напряжение на дуге и скорость сварки. Дополнительные показатели режима сварки: род и полярность тока, тип и марка покрытого электрода, угол наклона электрода, температура предварительного нагрева металла.
Выбор режима ручной дуговой сварки часто сводится к определению диаметра электрода и сварочного тока. Скорость сварки и напряжение на дуге устанавливаются самим сварщиком в зависимости от вида (типа) сварного соединения, марки стали и электрода, положения шва в пространстве и т.д.
Диаметр электрода выбирается в зависимости от толщины свариваемого металла, типа сварного соединения, типа шва и др. При сварке встык листов толщиной до 4 мм в нижнем положении диаметр электрода берется равным толщине свариваемой стали. При сварке стали большей толщины применяют электроды диаметром 4-6 мм при условии обеспечения полной возможности провара металла соединяемых деталей и правильного формирования шва. Применение электродов диаметром более 6 мм ограничивается вследствие большой массы электрода и электрододержателя. Кроме того, прочность сварных соединений, выполненных электродами больших диаметров, снижается вследствие возможного непровара в корне шва и большой столбчатой макроструктуры металла шва.
В многослойных стыковых и угловых швах первый слой или проход выполняется электродом диаметром 2-4 мм: последующие слои и проходы выполняются электродом большего диаметра в зависимости от толщины металла и формы скоса кромок.
В многослойных швах сварка первого слоя электродом малого диаметра рекомендуется для лучшего провара корня шва. Это относится как к стыковым, так и угловым швам.
Сварка в вертикальном положении выполняется обычно электродами диаметром не более 4 мм, реже 5 мм; электроды диаметром 6 мм могут применяться только сварщиками высокой квалификации.
Потолочные швы, как правило, выполняются электродами не более 4 мм.
Ток выбирают в зависимости от диаметра электрода. Для выбора тока можно пользоваться зависимостью: I = Kd, где К= 35÷60 А/мм; d — диаметр электрода, мм. Относительно малый сварочный ток ведет к неустойчивому горению дуги, непровару и малой производительности. Чрезмерно большой ток ведет к сильному нагреву электрода при сварке, увеличению скорости плавления электрода и непровару, повышенному разбрызгиванию электродного материала и ухудшению формирования шва.
На величину коэффициента К влияет состав электродного покрытия: для газообразующих покрытий К берется меньше, чем для шлакообразующих покрытий, например для электродов с железным порошком в покрытии (АНО-1, ОЗС-3) сварочный ток на 30-40% больше, чем для электродов с обычными покрытиями. 'При сварке с вертикальными и горизонтальными швами ток должен быть уменьшен против принятого для сварки в нижнем положении примерно на 5-10%, а для потолочных — на 10-15%, с тем чтобы жидкий металл не вытекал из сварочной ванны.








