 2020-01-14
2020-01-14 1159
1159После подачи колесной пары на позицию производства промежуточной ревизии очистить от грязи и протереть места прилегания смотровой и крепительной крышки.
Осмотреть бирку, осмотреть колесную пару до очистки, с целью выявления трещин, сдвига ступицы колес, ослабления, износы по кругу катания.
Измерить корпус буксы с помощью непроходного шаблона (как показано на рисунке 64). При свободном проходе шаблона между направляющими посадочной поверхности для челюстного проема боковой рамы тележки колесная пара отправляется на позицию демонтажа, а корпус буксы передается на восстановление.
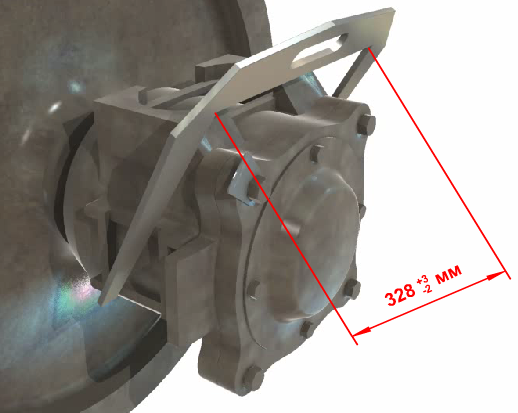
Рисунок 64 - Измерение корпуса буксы, с помощью непроходного шаблона
Открутить болты М12х35 смотровой крышки.
Снять крышку и резиновую прокладку, уложить в закрываемый ящик внутренней стороной крышки вверх (как показано на рисунке 65).
При этом необходимо соблюдать условия, исключающие попадания в буксу и крышку различных загрязнений и механических включений.

Рисунок 65 - Закрываемый ящик для деталей буксового узла
После снятия смотровой крышки, бригадир определяет год изготовления оси колесной пары – “клеймо завода изготовителя оси”, “ дату изготовления оси”, “клеймо предприятия сформировавшего колесную пару”, “дату формирования”, тип оси РУ1, РУ1Ш для переноса этих данных в натурный листок формы ВУ-51:
- колесные пары, оси которых изготовлены Люблинским литейно-механическим заводом (клеймо 39) в 1991 году, направить в ВКМ.
- колесные пары, имеющие оси, изготовленные в Румынии (клеймо 10В, F0В, IOB) до 01.01.04, направить в ВКМ.
- колесные пары с осями прошедшими механическую обработку на ВРЗ Попасное клеймо 104 ранее 1991 года, направить в ВКМ.
При неясности клейм на торце шейки оси бригадир направляет колесную пару на полную ревизию.
Если колесные пары не имеют вышеперечисленных причин для отправки их в ВКМ или на полное освидетельствование, то продолжить производство промежуточной ревизии.
Если колесной паре необходима обточка поверхности катания колес, то установить взамен снятой смотровой крышки специальную временную крышку с отверстием для прохода центра станка (как показано на рисунке 66) и подать краном на колесно-токарный станок.

Рисунок 66 - Специальная временная крышка, с отверстием для прохода центра колесотокарного станка
После обточки проверить состояние смазки в следующем порядке:
В случае невозможности проверки смазки путем проведения лабораторного анализа, проверить состояние смазки путем растирания ее на тыльной стороне руки или суконном материале.
В случае если визуально видно, что смазка загрязнена (имеет стальные, латунные или механические примеси) или обводнена, а так же если по заключению лабораторного анализа смазка признана непригодной к дальнейшей эксплуатации, то бригадир наносит на диск, с наружной стороны колеса и на корпус буксы меловую разметку “полная рев.” колесная пара краном подается в демонтажное отделение, для дальнейшего проведения полной ревизии буксовых узлов.
При хорошем состоянии смазки (потемнение смазки не является браковочным признаком) производят дальнейший осмотр:
При исправном состоянии деталей переднего подшипника произвести проверку состояния торцевого крепления, в следующем порядке:
Независимо от состояния крепления удалить мягкую (отожженную) проволоку, открутить болты М12х35 крепления стопорной планки, снять стопорную планку, произвести зачистку старых клейм, призвести скругление острых кромок радиусом 5мм, проверить шаблонами и направить ее на дефектоскопирование с последующей постановкой клейм. Дефектоскопирование стопорной планки производится магнитопорошковым методом.
Затем открутить и снять торцевую гайку М110, снять упорное кольцо и осмотреть визуально состояние резьбы шейки оси и гайки (как показано на рисунке 67).
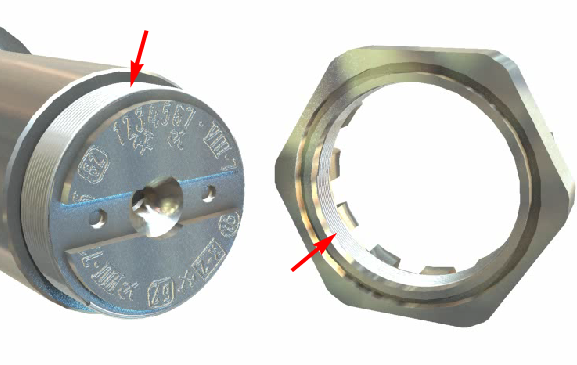
Рисунок 67 - Визуальный осмотр состояния резьбы шейки оси и гайки
Если резьба на шейки оси неисправна (потянута, имеет надрывы, забита и т.д.) колесную пару направить на полное освидетельствование для восстановления резьбы наплавкой. Резьбу по диаметру измеряют штангенциркулем (как показано на рисунке 68).
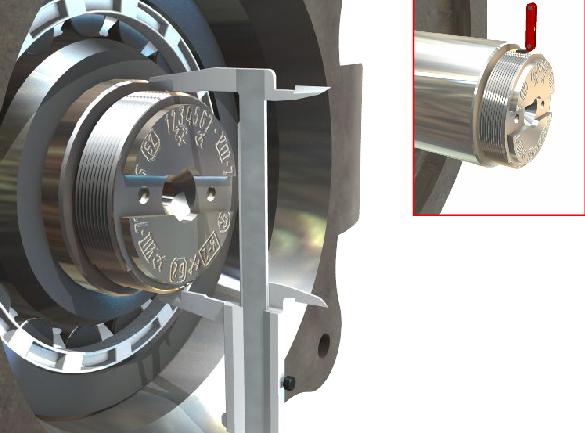
Рисунок 68 - Измерение резьбы по диаметру штангенциркулем
Колесные пары имеющие по наружному диаметру резьбы размером более 110 мм необходимо калибровать до размера 110 мм специальным инструментом. Шаг резьбы проверяется резьбовым шаблоном с шагом 4. Минимально допустимый размер резьбы 108,7мм. При меньше размере колесную пару направить на восстановление резьбовой части.
Если неисправна резьба на гайке М110, гайку заменить на исправную. Гайка должна иметь выточку глубиной 23+1 мм.
Гайка подбирается на оси с минимальным зазором.
Упорные кольца направить в роликовое отделение для производства неразрушающего контроля.
Упорные кольца, имеющие надиры типа “елочка”, коррозию отшлифовать, шкуркой зернистостью №6, с маслом.
Осмотреть состояние переднего подшипника. Колесные пары имеющие дефекты переднего подшипника направить на демонтаж буксовых узлов.
После этого установить упорное кольцо на место, маркированной стороной к гайке М110, закрутить гайку М110. Гайку затянуть до соприкосновения с плоским упорным кольцом переднего подшипника при помощи гаечного ключа и молотка массой 3-5кг двумя-четырьмя ударами, прилагаемыми на плече 0,5м до получения чистого металлического звука.
Далее у колесных пар типа РУ-1 произвести установку стопорных планок в следующем порядке:
В паз оси установить стопорную планку, не вводя её хвостовик в шлиц гайки. Планку установить в такое положение, чтобы при последующей затяжке гайки для ввода хвостовика планки в шлиц гайка повернулась бы от половины до одной коронки. Затяжку гайки производить только поворотом по часовой стрелке. Поворот гайки в обратном направлении, т.е. ослабление её затяжки, запрещается. При затяжке гайки буксу слегка поворачивать для того, чтобы убедиться в отсутствии заклинивания подшипников. После этого установить и закрепить болты стопорной планки. Болты и отверстия под них смазать смазкой. Под болты установить пружинные шайбы. Болты связать мягкой (отожженной) проволокой диаметром 1,5-2,0 мм, проходящей через раззенкованные отверстия в их головках, независимо от установки пружинных шайб. Проволоку увязать по форме цифры «8».
Свежую смазку ЛЗ ЦНИИ (не бывшую в эксплуатации) массой 200 гр. уложить по всему периметру валиком на видимую часть переднего подшипника и уплотнить ее пальцами так, чтобы смазка проникла между сепаратором и бортом наружного кольца. Количество смазки определять мерной емкостью.
Устанавливают крепительную крышку и закрепляют болтами, между крепительной крышкой и корпусом буксы устанавливают резиновое кольцо. Устанавливают смотровую крышку и закрепляют болтами, под которые устанавливают пружинные шайбы, между крышками ставят новую резиновую прокладку. Предварительно крепительную и смотровую крышки смазывают смазкой эМПИ-1.
Учет количества колесных пар, которым проведена промежуточная ревизия буксовых узлов при обыкновенном освидетельствовании с обточкой и без обточки колес, ведется бригадиром (по подкатке) в журнале учета продукции свободной формы.
Если колеса колесной пары прошли обточку, то под правый верхний болт крепительной крышки с правой стороны колесной пары устанавливает бирку, обеспечив вертикальное расположение без перекрытия смотровой крышки и нанесение соответствующего номера обточки, даты и условного номера предприятия.
После этого слесарь проверяет правильность постановки основной бирки с индивидуальным номером колесной пары под верхним болтом крепительной крышки с правой стороны колесной пары.
Номер обточки первая или вторая определяется по наличию бирки под данным болтом при поступлении колесной пары в ремонт.
В случае если основная бирка с индивидуальным номером колесной пары установлена с перекрытием смотровой крышки, открутить болт крепительной крышки, под которым она установлена и установить бирку в вертикальное положение.
1. Для колесных пар типа РУ - 1Ш, с торцевым креплением тремя или четырьмя болтами М20х60:
Разогнуть лепестки стопорных шайб (освободить от стопорения болты), динамометрическим тарированным ключом проверить их затяжку, вращением по часовой стрелке (как показано на рисунке 69).
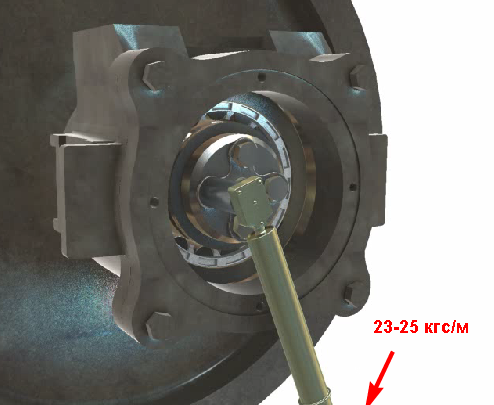
Рисунок 69 - Проверка затяжки болтов динамометрическим тарированным ключом
При наличии хотя бы одного из болтов с крутящим моментом менее 5кгс/м. все болты вывернуть и проверить визуально состояние резьбы, резьбовых отверстий в торце оси и болтов крепления, а также состояние места перехода стержня болта к головке. При обнаружении задиров, выполнение места перехода стержня болта к головке радиусом менее 0,8мм и без подголовника или других повреждений болты заменить. При изломе головки или стержня болта, оставшуюся часть болта вывернуть из оси без повреждения резьбового отверстия.
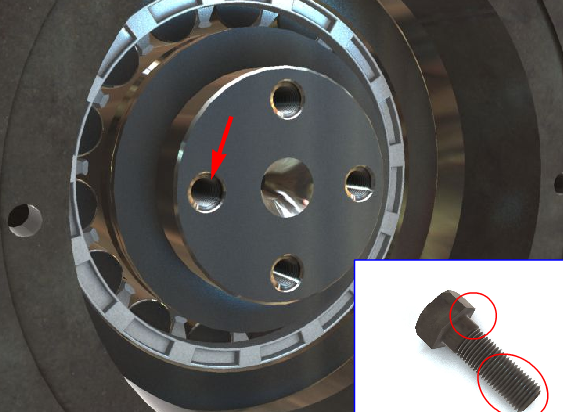
Рисунок 70 - Визуальная проверка состояния резьбы болтов и резьбовых отверстий в торце оси
При обнаружении срыва более трех первых ниток резьбы в резьбовых отверстиях оси или затруднений при завертывании болтов крепления резьбовые отверстия исправить метчиком.
При повреждении более шести первых ниток резьбы в резьбовых отверстиях оси колесная пара не допускается к дальнейшей эксплуатации до специального указания.
Затяжка болтов должна быть равномерной. Для этого завинчивание трех болтов производить дважды по периметру, а четырех по схеме 1-2-3-4-3-4-2-1 (как показано на рисунке 71) с последующим стопорением болтов (загибом лепестков стопорных шайб на грани головок болтов).
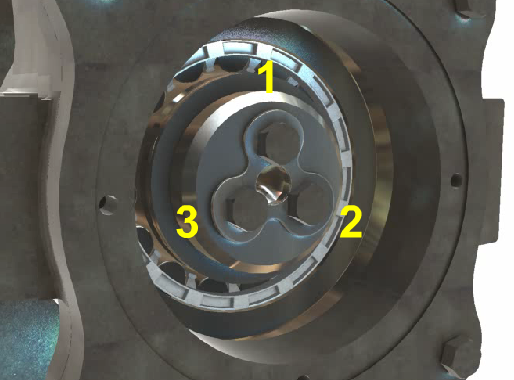
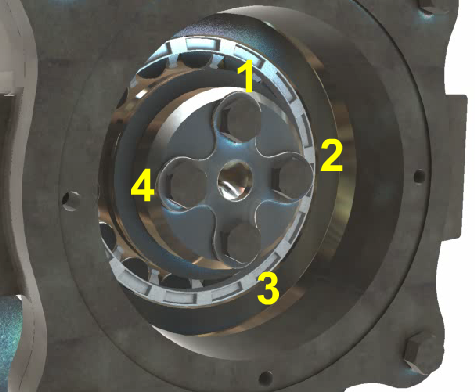
Рисунок 71 - Нумерация болтов
У колесных пар типа РУ-1Ш с осью, изготовленной 5 лет и более назад, торцевое крепление разобрать, упорные кольца направить в роликовый цех для производства неразрушающего контроля.
Если колесной паре необходима обточка поверхности катания колес, то установить взамен снятой смотровой крышки специальную временную крышку с отверстием для прохода центра станка и подать краном на колесно-токарный станок.
После обточки удалить остатки смазки.
Смазку ЛЗ ЦНИИ массой 200 гр. не бывшую в употреблении, уложить по всему периметру валиком на видимую часть переднего подшипника и уплотнить ее пальцами так, чтобы смазка проникла между сепаратором и бортом наружного кольца. Количество смазки определять мерной емкостью.
 Устанавливают крышку и закрепляют болтами, между крепительной крышкой и корпусом буксы устанавливают резиновое кольцо. Устанавливают смотровую крышку и закрепляют болтами, под которые устанавливают пружинные шайбы, между крышками ставят новую резиновую прокладку. Предварительно крепительную и смотровую крышки смазывают препаратом-модификатором эМПИ-1.
Устанавливают крышку и закрепляют болтами, между крепительной крышкой и корпусом буксы устанавливают резиновое кольцо. Устанавливают смотровую крышку и закрепляют болтами, под которые устанавливают пружинные шайбы, между крышками ставят новую резиновую прокладку. Предварительно крепительную и смотровую крышки смазывают препаратом-модификатором эМПИ-1.
Если колеса колесной пары прошли обточку, то под правый верхний болт крепительной крышки с правой стороны колесной пары устанавливает бирку (как показано на рисунке 56), обеспечив вертикальное расположение без перекрытия смотровой крышки и нанесение соответствующего номера обточки, даты и условного номера предприятия. Номер обточки первая или вторая определяется по наличию бирки под данным болтом при поступлении колесной пары в ремонт.

1 – «01» или «02» соответственно первая или вторая обточка колес колесной пары;
2 – дата проведения обточки: месяц и две последние цифры года;
3 – условный номер предприятия, производившего обточку.
Рисунок 72 - Бирка, устанавливаемая под болт крепительной крышки с правой стороны колесной пары при обыкновенном освидетельствовании.
После этого слесарь проверяет правильность постановки основной бирки с индивидуальным номером колесной пары под верхним болтом крепительной крышки с правой стороны колесной пары (как показано на рисунке 73).

1 – месяц, год, номер пункта, производившего полное освидетельствование
колесной пары и монтаж букс;
2 – номер предприятия – изготовителя оси;
3 – номер оси;
4 – год изготовления оси;
5 –код государства собственника колесной пары (РФ-«20»).
Рисунок 73 - Основная бирка с индивидуальным номером колесной пары.
В случае если основная бирка с индивидуальным номером колесной пары установлена с перекрытием смотровой крышки, открутить болт крепительной крышки, под которым она установлена и установить бирку в вертикальное положение (как показано на рисунке 74).
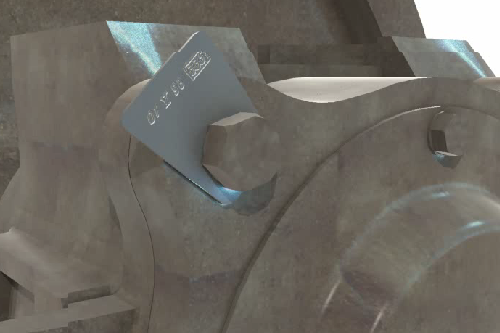
Рисунок 74 - Бирка, установленная в вертикальном положении

