 2020-01-14
2020-01-14 83
83Проектирование технологического процесса ремонта деталей транспортных и технологических машин
Омск, 2009 г
Введение
На современном этапе развития нашей промышленности, придаётся исключительное значение развитию российского машиностроения, подготовке высококвалифицированных инженерно-технических кадров для этой отрасли промышленности. Ведущую роль в машиностроении играет станкостроение, производящее средства производства – технологическое оборудование, приспособления и инструменты для машиностроительных предприятий.
Затраты на технологическую остнастку достигают до 20% себестоимости изделия, особенно значительны они при при создании самой сложной, дорогостоящей и ответственной её части – приспособлений.
Станочные приспособления (СП) применяют для установки заготовок на металлорежущие станки. Обоснованное применение станочных приспособлений позволяет получать высокие технико-экономические показатели. Трудоёмкость и длительность цикла технологической подготовки производства, себестоимость продукции можно уменьшить за счёт применения стандартных систем станочных приспособлений, сократив трудоёмкость, сроки и затраты на проектирование и изготовление СП.
В условиях серийного производства выгодны системы СП многократного применения.
Производительность труда значительно возрастает (на десятки – сотни процентов) за счёт применения СП: быстродействующих с механизированным приводом, многоместных, автоматизированных, предназначенных для работы в сочетании с автооператором или технологическим роботом.
Точность обработки деталей по параметрам отклонений размеров, формы и расположения поверхностей увеличивается (в среднем 20-40 %) за счёт применения СП точных, надёжных, обладающих достаточной собственной и контактной жесткостью, с уменьшенными деформациями заготовок и стабильными силами их закрепления.
Применение СП позволяет снизить требования к квалификации станочников основного производства (в среднем на разряд), объективно регламентировать длительность выполняемых операций и расценки, расширить технологические возможности оборудования.
Разработка технологического процесса ремонта детали
Дефект детали:
- Износ или срыв резьбы.
Способ восстановления:
- наплавка электродной проволоки;
- точение вала;
- нарезание резьбы
Итак, для ремонта детали необходимо произвести три операции – наплавку, точение и нарезку резьбы.
2. Наплавка
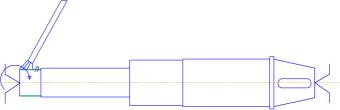

Рисунок 1 – Наплавка
Толщина наплавляемого слоя должна быть равна максимальному износу плюс припуск на обработку.
 , (1)
, (1)
где U max – максимальный износ детали, мм, U max = 1,3 мм;
∆ - припуск на обработку, мм, ∆ = 1 мм.
 .
.
Диаметр электродной проволоки подбираем в зависимости от требуемой толщины наплавляемого слоя и количества наплавляемых слоёв.
 , (2)
, (2)
где η – коэффициент наплавки, η = 0,9 – 0,95.
 .
.
По ГОСТ 2246-70 выбираем проволоку СВ08  dэ= 3 мм.
dэ= 3 мм.
Силу сварочного тока выбираем таким образом, чтобы не выгорал основной материал детали, и вместе с тем равномерно и полностью без прихватывания расплавлялась электродная проволока.
 (3)
(3)
где Dа – плотность тока, А/мм2;
Dа = 50 А/мм2.

Частота вращения должна быть подобрана таким образом, чтобы расплавляемый металл распространялся на детали ровно без наплывов и впадин.
 , (4)
, (4)
где Vn – скорость подачи сварочной проволоки по мундштуку, мм/мин,
Vn = 50 мм/мин,
D – диаметр наплавляемой детали, мм, D = 30 мм,
S - подача сварочного мундштука, мм / об, S = dэ = 2,5 мм/об.
Масса сварочной проволоки для наплавки детали определяется как произведение удельного веса, наплавляемого металла на объём.
 (5)
(5)
где ρ – удельный вес наплавляемого металла, кг / мм3,  = 7,8 · 10-6 кг / мм3,
= 7,8 · 10-6 кг / мм3,
Vн – объём наплавляемого металла,
 , (6)
, (6)
где Vгот. – объём готовой детали, мм3,
Vизн. – объём изношенной детали, мм3.
 ,
,
m = 7,8 · 10-6 · 8021,13= 0,062 кг.
Для операции наплавки необходимо рассчитать штучное и подготовительно – заключительное время.
 (7)
(7)
где То – основное время,
 (8)
(8)
где L – длина наплавляемой поверхности детали, мм, L = 26 мм;
n – число оборотов детали, мин-1, n = 29,9 мин-1;
i – количество проходов при наплавке, i= 1.
Вспомогательное время
 (9)
(9)
Тв = 0,12· 0,29 = 0,035 мин.
Дополнительное время
 (10)
(10)
где  - время обслуживания станка, мин,
- время обслуживания станка, мин,
 – время отдыха, мин.
– время отдыха, мин.
 (11)
(11)
 (12)
(12)
где  – операционное время,
– операционное время,
 (13)
(13)




Подготовительно – заключительное время


Таблица 1 - Расчёт параметров наплавки
| Параметр | S, мм | m, г | I, А | N, мин-1 | То, мин | Тшт, мин |
| Значение | 3 | 62 | 363,25 | 29,9 | 0,29 | 15,35 |
3. Точение
Рисунок 2 – Точение
При гладком точении производят: наружную обточку, растачивание, подрезку торца, отрезку. В данном случае необходимо провести точение наплавленной поверхности валика. Гладкое точение проводят в два этапа – черновое и чистовое точение. Обработку производим резцом из твёрдого сплава Т5К10, стойкость инструмента Т = 60 мин.








