 2020-01-14
2020-01-14 157
157
Годовую программу выпуска изделий рассчитывают по производительности основного оборудования. За основное оборудование примем наиболее дорогостоящий станок, используемый в технологическом процессе – линию для облицовки пластей щитовых деталей АКДА – 4839-1. Линия предназначена для облицовывания пластей основы щитов с двух сторон натуральным или синтетическим шпоном с использованием термореактивного карбамидоформальдегидного клея. Состав линии: загрузчик основы щитов, клеенаносящий станок, конвейер дисковый, конвейер сборочный, пресс, конвейер разгрузочный, разгрузчик щитов. Загрузчик линии магазинный, лифтовый, со сталкивателем щитов. Щиты сталкиваются в направлении подачи линии. Клеенаносящий вальцовый станок наносит клей на обе пласти основы щита. Изменение расхода клея выполняется дозирующими вальцами.
Конвейер дисковый подает основу щита к сборочному конвейеру и одновременно является накопителем заготовок.
Конвейер сборочный - ленточный, служит для сборки пакетов.
Пакеты, состоящие из основы листов облицовки, собирают на ленте конвейера двое рабочих вручную. После сборки пакета рабочие включают движение ленты конвейера и, таким образом, подготавливают свободное место для сборки следующего пакета. Над сборочным конвейером располагаются две этажерки для листов облицовки. Пресс (модели ДА 4938) гидравлический, одноэтажный с паровым обогревом плит. Для загрузки и выгрузки щитов пресс снабжен ленточным конвейером. Верхняя ветвь конвейера располагается на нижней плите пресса. Лента изготовлена из теплостойкого материала (полиэтиленте-рефталатная пленка)
Производительность линии рассчитывается по формуле:
Sпп – площадь плит пресса, м2;
tц – время цикла, мин;
Sкком – площадь комплекта, м2.
h - коэффициент использования фонда времени;

Кд=0,85 – коэффициент использования рабочего времени;
Км=0,9 – коэффициент использования машинного времени;
Пч = 
Рассчитываем годовую программу выпуска изделий:
 , где
, где
Т год.эф – эффективный годовой фонд времени, ч;

N = 365 – число дней в году;
В = 104 – количество выходных дней в отчетном году;
П = 6 – количество праздничных дней в отчетном году;
Р = 10 – количество дней необходимых для ремонта оборудования;
с = 2 – количество рабочих смен;
t = 8 – продолжительность смены, часов.
 ч
ч
Кр=0,9 – коэффициент на неучтенные простои оборудования;
 компл.
компл.
Рассчитываем потребное количество станкочасов работы оборудования данной марки на годовую программу выпуска деталей по следующей формуле:
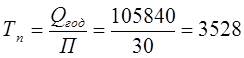 станкочасов
станкочасов
Определяем расчетное количество оборудования на годовую программу выпуска деталей:
 шт
шт
Рассчитываем процент загрузки оборудования:

nпр=1 – принятое количество оборудования;

Загрузка линии оптимальна.








