 2020-01-14
2020-01-14 121
121
где U – скорость подачи, м/мин; где Кр, Км – коэффициенты, соответственно рабочего и машинного времени, (Кр=0,9, Км=0,8); ∑Lр – сумма периметров всех деталей обрабатываемых на станке, м.

Определим потребное количество часов работы станка на годовую программу:
 (станко-часов);
(станко-часов);
Определяем суммарное потребное количество часов работы станка на годовую программу:
Тг.эф.=3920 ч.
Рассчитаем необходимое количество станков:
nр =  (шт)
(шт)
Определим процент загрузки данного оборудования:
P =  %
%
Производительность станка МФК-3
Пч= 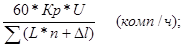
где U – скорость подачи, м/мин (U = 10–50 м/мин); где Кр,– коэффициент использования фонда времени, (Кр=0,77); ∑L – длина облицовываемых кромок, м; n – количество облицовываемых кромок; Δl – дистанция между заготовками при их подаче, 0,3 – 0,5м.
Пч= 
Определим потребное количество часов работы станка на годовую программу:
 (станко-часов);
(станко-часов);
Определяем суммарное потребное количество часов работы станка на годовую программу : Тг.эф.= 4000.
Рассчитаем необходимое количество станков:
nр=  (шт)
(шт)
Определим процент загрузки данного оборудования:
P=  %
%
Определяем производительность станка СГВП-1А.
где Кисп – коэффициент использования станка, (Кисп=0,7); tц – время цикла, мин (tц = 5 – 12 сек); n – количество деталей проходящих через станок, шт.

Определим потребное количество часов работы станка на годовую программу:
 (станко-часов);
(станко-часов);
Рассчитаем необходимое количество станков:
nр=  (шт)
(шт)
Определим процент загрузки данного оборудования:
P=  %
%
Производительность станка Butfering Classic 111.
Пч= 
где Кр, Км – коэффициенты, соответственно рабочего и машинного времени, (Кр=0,8, Км=0,95); U – скорость подачи, м/мин; ∑L – длина деталей, м; n – количество шлифуемых сторон; Δl – дистанция между заготовками при их подаче, 0,3 – 0,5м.
Пч= 
Определим потребное количество часов работы станка на годовую программу:
 (станко-часов);
(станко-часов);
Рассчитаем необходимое количество станков:
nр=  (шт)
(шт)
Определим процент загрузки данного оборудования:
P=  %
%








