 2020-01-14
2020-01-14 844
844Трубы с заводов - изготовителей доставляют изолированными, оставляя неизолированные концы по 20 смпод сварку. На бровку траншеи доставляют с помощью трубовозов марки ТВ-6.




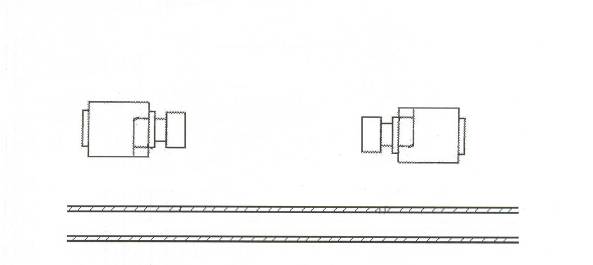
 Рис 10. Сборка труб на бровке траншеи
Рис 10. Сборка труб на бровке траншеи
Выгрузка труб
Производят автокраном марки Э – 303 Б на лежни, установленные на бровке траншеи. Лежни устанавливают через каждые 5 м. Выгруженные трубы сваривают на бровке в плети по 40 м.
Укладка труб в траншею
 Производится краном марки Э – 303 Б. Для отпуска первого звена необходимо 2 механизма, которые располагаются на расстоянии 10 м друг от друга. Отпуск производится при помощи строп (мягкие полотенца) марки ПМ-377.
Производится краном марки Э – 303 Б. Для отпуска первого звена необходимо 2 механизма, которые располагаются на расстоянии 10 м друг от друга. Отпуск производится при помощи строп (мягкие полотенца) марки ПМ-377.
 |

Рис 11. Укладка труб в траншею
Сварка стыков
 Поворотные стыки Неповоротные стыки
Поворотные стыки Неповоротные стыки

 2 3 1 2
2 3 1 2
 | |||
 | |||
Производим сварку неповоротных стыков.
Сварка проводим в следующей последовательности:
1) Трубы очищаем от ржавчины, пыли, окалин и масла металлическими щётками.
2) Производим подготовку кромок труб.
3) Производим сборку
4) Выполняем прихватку стыков
5) Производим сварку стыков неповоротным способом.








