 2020-01-14
2020-01-14 312
312Оборудованием являются специальные волочильные станы, на которых за один цикл проволока может получать несколько обжатий. Заготовками для волочения металла является продукция прокатного производства (проволока "катанка" диаметром 6мм).
К волочильному инструменту относятся волоки и оправки, последние применяются для волочения труб. Наибольшей износостойкостью обладают волоки из природных и синтетических алмазов, однако они нуждаются в интенсивном охлаждении. Алмазные волоки вставляют в оправы из латуни или бронзы и заливают легкоплавким сплавом. Рассмотрим принцип работы, и устройство наиболее простой машины для волочения – машины однократного волочения проволоки (рис. 2).
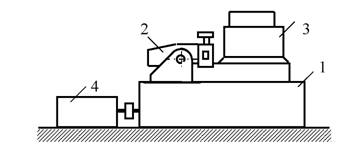
Рис. 2. Однократная волочильная машина
Она состоит из станины 1 со встроенным редуктором, который приводится в движение от электродвигателя 4. На вертикальный вал редуктора насажен приемный барабан 3. Моток проволочной заготовки укладывают на фигурку (не показана), передний конец мотка заостряют в специальном приспособлении и вставляют в волоку, находящуюся в во-локодержателе 2. Выступающий из волоки конец заготовки закрепляют клещами, соединенными с барабаном цепью. После намотки 6–7 витков барабан останавливают, конец мотка освобождают от клещей, загибают вокруг штыря на верхней части барабана и продолжают волочение. Форма поверхности барабана способствует подъему намотанной проволоки вверх. После прохода через волоку конца мотка его снимают с барабана специальным съемником.
В цепном волочильном стане (рис. 3) передний конец прутка или трубы 1 проталкивается через волоку 2 и затем захватывается клещами каретки 3. Каретка скрепляется с пластинчатой цепью 4, перематываемой с помощью привода 5. На входной стороне стана имеется приспособление для подачи и удержания стержня оправки. Скорости волочения на станах достигают 3–5 м/с, усилия волочения – 30–1500 кН.

Рис.3 Устройство цепного волочильного стана
Недостатки цепных станов - ограниченная длина изделий, большие затраты времени на подготовку к волочению очередной заготовки. Существуют и автоматизированные линии волочения прутков, в которых специальные захваты попеременно тянут заготовку через волоку без остановки процесса.
Прессование
Прессованием называют выдавливание металла из замкнутого объема через отверстие. Широко используют прессование для получения прутков, труб и профилей из алюминиевых и медных сплавов, сталей, титана и других тугоплавких металлов. Истечение металла при прессовании может быть прямым и обратным.
Основным оборудованием цеха пресс-изделий являются гидравлические прессы. Наиболее распространены прессы номинальным усилием 10–50 МН, хотя есть установки усилием 200 МН. Прессовая установка включает устройство для нагрева и подачи слитков к прессу, собственно пресс, выходную сторону пресса (холодильник, механизм правки, резки и смотки изделий), а также устройство гидропривода – насосные или насосно-аккумуляторные станции.
Воздушно-гидравлический аккумулятор – это несколько высокопрочных сосудов, заполненных частично воздухом или азотом. Аккумулятор позволяет выбрать меньшую мощность насосов. Гидравлические прессы применяются не только при прессовании, но и в др. процессах ОМД.








