 2020-04-20
2020-04-20 373
373Настоящий технологический процесс устанавливает порядок изготовления деталей из пластмасс с учетом специфики предприятия.
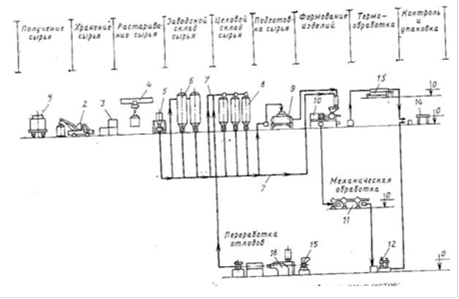
Рисунок 2. Технологическая схема производства литьевых изделий из термопластов.
- вагон, 2 - автокран, 3 - мягкий контейнер, 4 - подвесная кран-балка, 5 - растарочная установка, 6, 8 - емкости, 7 - пневмотранспорт, 9 - вакуумная сушилка, 10 - литьевая машина, 11 - конвейер, 12 - станок механической обработки; 13 - ванна (камера термообработки); 14 - стол упаковки; 15 - дробилка; 16 - гранулятор для переработки отходов.
Технологический процесс включает в себя стадии: сушку, смешивание (при необходимости), литье под давлением, механические операции (токарные, слесарные, фрезерные), контрольную операцию.
Производство корпусов деталей из ПК относится к периодическим процессам. В настоящее время основным методом производства корпусов для автомобильных фар является литье под давлением.
Оборудование и технологическая оснастка
1. Изготовление деталей производят на литьевых машинах со шнековой пластикацией, которые выбираются в зависимости от габаритов и веса детали. Допускается изготавливать детали на машинах поршневого типа, если качество деталей отвечает требованиям.
2. Сопло должно быть обогреваемым и самозапирающимся, чтобы предотвратить расслоение композиции, преждевременное отверждение и вытекание расплава во время набора дозы материала. Допускается применение сопла свободного истечения при условии получения качественных изделий.
3. При крупносерийном производстве неармированных деталей следует применять стационарные пресс-формы. При мелкосерийном и опытном производстве применяют универсальные блоки со сменными пресс-формами-дублерами. Весь цикл литья должен осуществляться на полуавтоматическом и автоматическом режимах работы литьевой машины.
4. Конструкция блока может быть любой при условии обеспечения быстрой замены пресс-формы, надежного ее крепления, нагрева до температуры 70-80 0С.
5. Конструкция пресс-формы должна отвечать требованиям документации, утвержденной в установленном порядке.
Теоретические и технологические особенности процесса переработки
Литье под давлением представляет собой технологический процесс переработки полимеров.
Полимерное сырье пластицируется в обогреваемом материальном цилиндре узла пластикации, а затем посредством выступающего в качестве поршня шнека впрыскивается в формующую полость литьевой формы. В процессе выдержки под давлением в полости формы расплав застывает и по прошествии определенного времени охлаждения извлекается в форме готового изделия.








