 2020-04-07
2020-04-07 312
312
Одним из основных достоинств промышленных роботов (ПР) является их высокий уровень гибкости. Для того, чтобы в полной мере использовать данное преимущество роботов, все элементы роботизированных технологических комплексов (РТК) (оборудование, устройства, механизмы и т.п.) должны обладать значительным уровнем гибкости. Что же такое «гибкость»?
Понятие «гибкость» и ее количественная и качественная оценка
Понятие «гибкость» многообразно, сложно и имеет различные аспекты. Под гибкостью понимается – способность производственной системы адаптироваться к изменению условий функционирования с минимальными затратами и без потерь или с незначительной потерей производительности. В зависимости от уровня организационной структуры производства различны и виды гибких подсистем, которые делятся на три группы:
1 группа (верхний уровень):
- конструктивная гибкость – характеризует возможности поэтапного (модульного) создания системы, с последующим наращиванием, а также возможность объединения нескольких систем в единый комплекс;
- номенклатурная гибкость – отражает способность производственной системы к обновлению продукции и характеризуется сроками и стоимостью подготовки производства нового наименования изделия;
- технологическая гибкость – отражает способность системы использовать различные варианты технологического процесса для компенсации всевозможных отклонений от запланированного графика производства.
2 группа (средний уровень):
- машинная гибкость (или переналаживаемость) – отражает длительность и стоимость перехода оборудования на изготовление очередного наименования изделий в рамках закрепленной за ГПС номенклатуры;
- организационная гибкость (или универсальность):
- стратегическая – характеризует всю номенклатуру изготовляемых изделий и зависит в первую очередь от возможностей основного и вспомогательного оборудования;
- тактическая – характеризует партионность и порционность (периодичность) конкретной номенклатуры изготовляемых изделий, т.е. обуславливает частоту переналадок;
- оперативная – отражает выбор последовательности чередования заданных партий изготовляемых изделий.
3 группа (нижний уровень):
- операционная гибкость – отражающая возможность изменения режимов изготовления (обработки) изделия и операционных циклов;
- инструментальная гибкость – отражает возможность замены инструмента и технологической оснастки.
Структура ГПС
Структурой ГПС называется сеть связей между ее элементами, которые могут рассматриваться как в статике (конфигурация и конструкция), так и в динамике (изменения во времени). Каждая ГПС может быть представлена в виде комплекса подсистем.
Технологическая подсистема ГПС включает основные технологические устройства, использование которых определяется типом обрабатываемых деталей и технологией их обработки. К таким устройствам относятся машины и приспособления на соответствующих рабочих местах (РМ), с помощью которых реализуются операции технологических процессов обработки, сборки, а также операции мойки, чистки и т.д.
Информационная подсистема на локальном уровне состоит из подсистемы управления и подсистемы надзора и диагностики. Она обеспечивает возможность функционирования ГПС без непосредственного участия оператора. Подсистема управления может содержать центральный (главный) компьютер и автономные подсистемы для управления работой каждой из составляющих подсистем. Подсистема надзора и диагностики обеспечивает проверку как корректности работы машины, так и точности обработанных деталей.
Движение информации в ГПС имеет иерархическую структуру, в которой можно выделить три уровня принятия решений. В дальнейшем будет рассматриваться только низший (текущий) уровень.
Подсистема перемещения материалов включает технические средства, обеспечивающие связи между элементами производственной подсистемы и управляет перемещениями инструментов, деталей и приспособлений для их закрепления. Эта подсистема обеспечивает складирование, транспортирование соответствующих элементов и манипулирование ими. Складирование заключается в хранении обрабатываемых изделий до и после обработки, а также в обеспечении требуемых перерывов в перемещении элементов для нормальной работы технических устройств. Транспортирование служит для изменения местоположения (перемещения) соответствующих элементов. Манипулирование обеспечивает перемещение с одновременной сменой ориентации, например перемещение детали в рабочую зону станка. Рассмотренные действия могут реализовываться независимо друг от друга либо быть объединены. Последнее перспективнее, хотя и требует разработки более сложной системы управления. Наиболее часто встречается объединение двух функций: транспортирования и манипулирования или транспортирования и складирования.
Разделение ГПС на подсистемы касается в первую очередь производственных ячеек высокого уровня. На нулевом уровне практически все рассмотренные функции выполняет оператор, обслуживающий данное РМ.
Выбор формы организации ГПС зависит от коэффициента кооперации рабочих мест.
Концентрированная форма. Данная структура ПС характеризуется тем, что все операции, необходимые для полной обработки изделия, выполняются на одном РМ. В зависимости от типа производства на нем может обрабатываться одно изделие либо целый ряд часто сменяемых изделий (с учетом технических возможностей данного РМ). В соответствии с принципами концентрации труда можно создавать производственные ячейки, в том числе полностью автоматизированные. Обеспечение материалами в данном случае охватывает:
- доставку заготовок с внешнего склада, а складирование заготовок на промежуточном складе;
- перемещение заготовок на станок и их закрепление;
- обработку;
- снятие обработанной детали со станка;
- складирование обработанных деталей на промежуточном складе;
- транспортирование деталей на центральный склад, другие ГПС, либо на сборку.
Концентрация данных функций с одновременной их автоматизацией приводит к созданию автономных (гибких) РМ как формы интегрированных ПС.
Замкнутая форма (ячейка). Организация ПС в данном случае является результатом специализации системы. Обрабатываемые изделия требуют одних и тех же технологических операций, однако технологические маршруты обработки различны. Это обусловливает движение заготовок в различных не связанных между собой направлениях, пропуск некоторых РМ, в связи с чем можно говорить о разветвленной сети связей между ними как о характерной для данной структуры. Транспортирование и складирование в данном случае также связаны с РМ. По сравнению с линейными структурами номенклатура обрабатываемых изделий значительно шире, а в ГПС может одновременно обрабатываться много различных изделий.
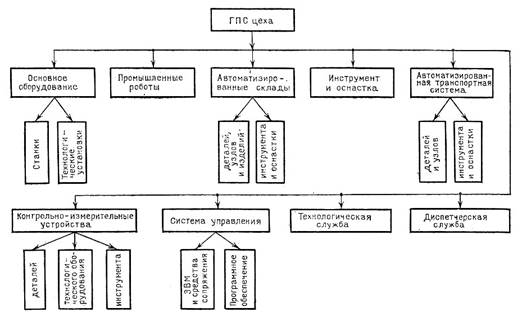
Рис 1. Общая схема гибкой производственной системы в масштабе цеха
Таким образом, гибкая производственная система представляет собой объединение (интеграцию) материально-технической, кибернетической, социальной и экономической систем, обеспечивающих в комплексе высокоэффективное функционирование многономенклатурных производств с высокой степенью гибкости и экономичности. Она состоит из множества организационно и аппаратно объединенных одсистем и элементов. Модульная структура системы позволяет строить разные комплексы из отдельных унифицированных модулей.








