 2020-04-07
2020-04-07 1454
1454НОВОУРАЛЬСКИЙ
ГОСУДАРСТВЕННЫЙ
ТЕХНОЛОГИЧЕСКИЙ
 ИНСТИТУТ
ИНСТИТУТ
Кафедра Технологии машиностроения
КОНТРОЛЬ протяжек
Методические указания к лабораторной работе
по курсу «Режущий инструмент»
для студентов специальности 151001 - Технология машиностроения
(для всех форм обучения)
НОВОУРАЛЬСК 2009
М и М - 2.3. 09
Автор (составитель): к.т.н., доцент Закураев В.В.
Рецензент: к.т.н., доцент Девятовский Н.А.
КОНТРОЛЬ протяжек. Методические указания к лабораторной работе по курсу «Режущий инструмент» для студентов специальности 151001- «Технология машиностроения» (для всех форм обучения).
- Новоуральск, НГТИ, 2009. - 12 с.
Учебное пособие рассмотрено на заседании кафедры ТМ
«__»_______________2009 г. Протокол №
Зав. кафедрой ТМ, к.т.н., доцент___________ Закураев В.В.
СОГЛАСОВАНО:
Председатель методической комиссии
д.т.н., профессор _________ Беляев А.Е.
Содержание
| 1 Цель и задачи работы | 4 |
| 2 Особенности протягивания | 4 |
| 3 Схемы резания при протягивании | 4 |
| 4 Конструкция протяжки | 5 |
| 5 Заточка протяжек | 6 |
| 6 Контроль протяжки после заточки | 8 |
| 7 Порядок проведения работы | 9 |
| 7.1 Измерение элементов протяжки и определение рабочих размеров | 9 |
| 7.2 Составление схемы резания | 10 |
| 7.3 Определение предела длин протягивания | 10 |
| 7.4 Определение диаметра шлифовального круга для получения заданного переднего угла | 11 |
| 8 Требования к отчету | 11 |
Цель и задачи работы
1.1 ознакомиться с конструкцией протяжки, схемами резания при протягивании, методами контроля геометрии и основных конструктивных параметров.
1.2 Составить схему резания протяжки.
1.3 Определить соответствие размеры протяжки размерам детали.
1.4 Определить возможность размещения стружки во впадине протяжки.
1.5 Сделать выводы о возможности получения протяжкой заданных параметров детали.
Особенности протягивания
Протягивание – высокопроизводительный процесс обработки, обеспечивающий высокую точность (до 6-го квалитета) и высокое качество (Ra до 0,32 мкм) обработанной поверхности. особенности процесса протягивания следующие:
o наличие одного главного движения, движение подачи отсутствует и компенсируется ступенчатым расположением зубьев. Увеличение высоты последующего зуба по отношению к предыдущему определяет толщину срезаемого слоя и называется подъемом на зуб (Sz);
o малая толщина и большая ширина срезаемой стружки;
o большое число зубьев, одновременно участвующих в резании;
o совмещение черновой и чистовой обработки;
o точность обработки определяется точностью исполнения инструмента;
o припуск на протягивание ограничен конструкцией протяжки.
Протягивание может быть внутренним и наружным.
Схемы резания при протягивании
Схемой резания называется порядок последовательного удаления припуска режущими кромками протяжки. От схемы резания зависят шероховатость и точность обработанной поверхности, сила протягивания, число зубьев протяжки, а следовательно, ее длина и производительность процесса, технологичность и стойкость протяжки. Существует две основные схемы резания при протягивании: одинарная и групповая. Одинарная схема резания подразделяется на профильную и генераторную (рисунок 1)
Про одинарной схеме резания каждый последующий зуб протяжки снимает слой металла за счет превышения высоты или ширины последующего зуба по отношению к предыдущему.
При профильной схеме конфигурация каждого зуба идентична конфигурации готового профиля. недостаток – сложность изготовления заточки и переточки протяжки. Применяется для окончательной обработки и для обработки поверхностей простой формы. Размеры обработанной поверхности определяются последним режущим зубом.
При генераторной схеме припуск срезается плоскими параллельными и дугообразными слоями. Формирование заданного профиля ведется вспомогательными режущими кромками. Каждый зуб профилирует определенный участок обрабатываемой поверхности. достоинство – технологичность изготовления протяжек.
При групповой схеме резания подъем дается не на один зуб, а на группу зубьев, т.е. каждый зуб в группе срезает слой металла только на части периметр протягиваемого профиля. Уменьшение ширины и увеличение толщины срезаемого слоя позволяет снизить нагрузку на зуб, позволяет работать с большими толщинами среза при той же нагрузке, что приводит к уменьшению длины протяжки и увеличению ее производительности.
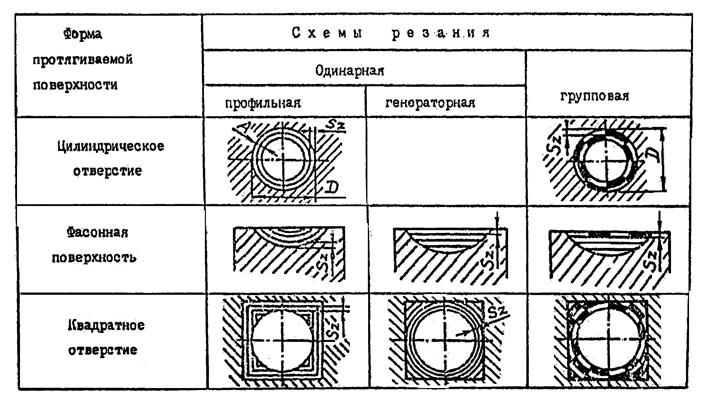
Рисунок 1 – Схемы срезания припуска при протягивании
Конструкция протяжки
Протяжка состоит из следующих основных частей (рисунок 2):
1 – хвостовая часть, предназначенная для закрепления на протяжном станке;
2 – шейка, длина которой зависит от линейных размеров протяжного приспособления и обрабатываемой детали;
3 – переходной конус;
4 – передняя направляющая, обеспечивающая центрирование предварительно подготовленного отверстия и протяжки;
5 – режущая часть;
6 – калибрующая часть;
7 – Задняя направляющая, препятствующая перекосу детали в момент выхода последних режущих зубьев;
8 – опорная цапфа для поддержания в люнете.
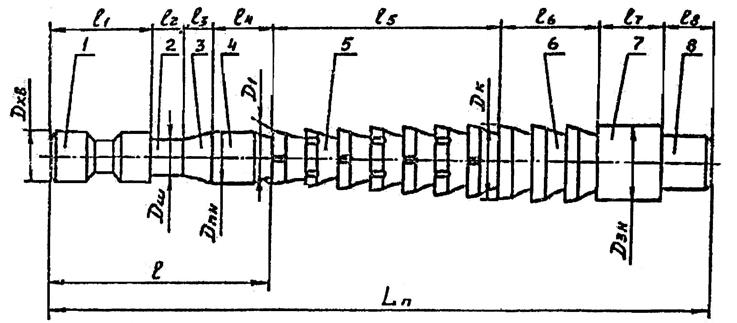
Рисунок 2 – Конструкция протяжки
Основную работу по срезанию припуска выполняют режущие зубья. Зуб характеризуется шагом Р, глубиной канавки h, подъемом на зуб Sz, величинами переднего g и заднего a углов (рисунок 3).
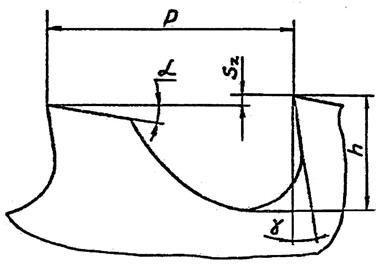
Рисунок 3 – размеры стружечной канавки
Заточка протяжек
Точность размеров обрабатываемого профиля, качество обработанной поверхности и размерная стойкость протяжки во многом зависят от получаемых в процессе заточки величины геометрических параметров и качества режущих кромок.
К заточке протяжек предъявляются следующие основные требования:
- соответствие заданным геометрическим параметрам и заданным подъемам на зуб (группу зубьев);
- чистота передних и задних поверхностей;
- минимальные радиусы округления режущих кромок;
- отсутствие выкрашивания на режущих кромках.
Заточка протяжек производится по передней поверхности. У круглых, шлицевых и им подобных протяжек передняя поверхность коническая и не может быть обработана торцом шлифовального круга. Заточка этих протяжек производится конической частью шлифовального круга тарельчатой формы (рисунок 4).
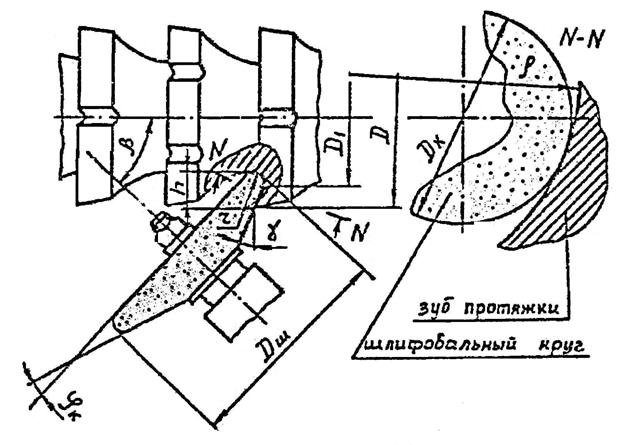
Рисунок 4 – Схема заточки протяжки по передней поверхности
Правильное формообразование передней поверхности возможно лишь при условии внешнего касания с рабочей поверхностью шлифовального круга. Это условие выполнимо при правильном подборе диаметра шлифовального круга, его правильной заправке и установке на станке.
Диаметр шлифовального круга выбирается из условия:
 ,
,
где D1 – диаметр, на котором расположены точки сопряжения прямолинейной образующей передней поверхности с дуговой впадиной зуба;
b - угол установки шпинделя, т.е. угол между осью затачиваемой протяжки и осью шпинделя заточного станка (b=300; 400; 500; 600).
Кроме того, b-g=jк, где
jк - угол профиля круга (обычно jк =200).
На основании построения (рисунок 4) можно определить
D1= D - 2[h - r(1 + Sin g)],
где D – наружный диаметр протяжки;
h – глубина канавки;
r – радиус дна канавки (обычно r = h/2).
Приближенно можно принять D1 = 0,85D.








