 2020-04-07
2020-04-07 697
697| Преимущества | Недостатки |
| 1. Высокая производительность (сотни деталей в час), 2. Экономия металла (возможность штамповки без заусенца (облоя), штамповочных уклонов, перемычек-пленок) (рис. 47Д). | 1. Ограниченность номенклатура получаемых изделий (ГКМ предназначены для штамповки поковок, имеющих форму простых или усложненных выступами или впадинами тел вращения); 2. Высокая стоимость ГКМ, которая примерно в 1,5 раза выше, чем стоимость горячей объемной штамповки той же мощности. |
|
Рис. 47Д. Поковки ролика, получаемые различными способами штамповки (показаны только напуски; припуски на механическую обработку условно не показаны) а – требуемое изделие (ролик); б – поковка при штамповке в открытом штампе; в – поковка при штамповке в закрытом штампе; г – поковка при штамповке в закрытом штампе с двумя плоскостями разъёма на ГКМ | |

Продукция штамповки на горизонтально-ковочных машинах (ГКМ) (рис. 48Д)
 Рис. 48Д Типовые поковки, получаемые штамповкой на ГКМ
Рис. 48Д Типовые поковки, получаемые штамповкой на ГКМ
|
V.II. Холодная штамповка
Холодная штамповка (ХШ) выполняется без предварительного нагрева исходной заготовки (холодная обработка) или с нагревом до температуры Тнагрева < 0,3Тплавления (полугорячая обработка). Различают холодную объемную и холодную листовую штамповку.
Холодная объемная штамповка (ХОШ).
Основными операциями холодной объемной штамповки являются: холодное выдавливание, холодная высадка, холодная объемная формовка.
1.1. Холодное выдавливание -формообразование сплошных или полых изделий в результате пластического течения металла исходной заготовки из полости штампа через отверстия соответствующей формы. Схема холодного выдавливания аналогична схеме прессования.
Исходная заготовка – в отличии от прессования, исходной заготовкой при выдавливании является обычно не слиток, а заготовка, отрезанная от прутка или (реже) от листа. Оборудования: кривошипные гидравлические и механические прессы.
Инструмент: пуансон и разъемные матрицы. Матрицы выполняются разъемными для обеспечения извлечения из них полученного в результате выдавливания изделия.
Различают прямое, обратное, комбинированное и боковое выдавливание.
А. Прямое и обратное выдавливание
При прямом выдавливании металл течет из матрицы в направлении, совпадающем с направлением движения пуансона (см. схему прямого прессования (рис. 20Д, а).; рис. 21Д).
При обратном выдавливании металл течет в направлении, противоположном направлению движения пуансона (см. схему обратного прессования (рис. 20Д, б).
Б. Комбинированное выдавливание (рис. 49Д).
В. Боковое выдавливание. (рис. 50Д)
 Рис. 49Д. Комбинированное выдавливание.
Рис. 49Д. Комбинированное выдавливание.
| 1 – пуансон; 2 – разборная матрица; 3 – обрабатываемый металл; Р – усилие выдавливания. При комбинированном выдавливании металл исходной заготовки течет как в направлении, совпадающем с направлением движения пуансона 1, так и в противоположном направлении (направления течения металла указаны стрелками). |
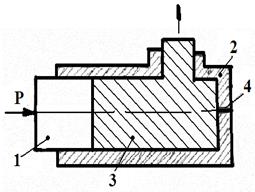 Рис. 50Д. Боковое выдавливание.
Рис. 50Д. Боковое выдавливание.
| 1 – пуансон; 2 – разборная матрица; 3 – обрабатываемый металл; 4 – разъем матрицы; Р – усилие выдавливания. При боковом выдавливании металл течет в боковое отверстие (или несколько отверстий) матрицы под углом к направлению движения пуансона (направления течения металла показано стрелкой). |
Продукция выдавливания. Выдавливанием получают сплошные и полые изделия преимущественно цилиндрической формы. Например: корпуса автомобильных свечей зажигания; детали типа стержня с утолщением, трубки с фланцем, стакана с фланцем; тройники и т. д.
Точность размеров и параметры шероховатости изделий те же, что после обработки резанием
1.2. Холодная высадка – операция уменьшения части длины исходной заготовки с получением местного увеличения поперечных размеров.
Исходная заготовка: пруток, проволока.
Оборудования: холодновысадочные автоматы.
Инструмент: пуансон и матрица.
Процесс холодной высадки похож на процесс штамповки на горизонтально- ковочных машинах.
Получаемая продукция: заклепки, болты, винты, гвозди и т.д.
1.3. Холодная объемная формовка – холодная штамповка в открытых штампах (см. рис. 39Д).
Холодной объемной штамповкой обрабатывают пластичные металлы. Металлы с пониженной пластичностью обрабатывают за несколько переходов. Между переходами изделия иногда подвергают отжигу с целью уменьшения упрочнения металла. В ряде случаев применяют полугорячую обработку исходной заготовки.








