 2020-04-07
2020-04-07 345
345
1. Отделочные операции горячей объемной штамповки (обрезка заусенца, пробивка перемычки-пленки, калибровка поковок)
Обрезка заусенца и пробивка перемычки-пленки (рис. 43Д)

| При нажатии пуансоном 1 на поковку 3 режущие кромки матрицы 4 срезают заусенец по всему периметру поковки, и она проваливается в тару. Заусенец 5 (если он застревает на пуансоне) снимается с пуансона при его ходе вверх съемником 2 и удаляется в другую тару. |
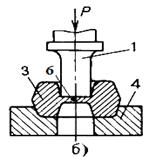
| При пробивке перемычек-пленок для получения сквозных отверстий поковку 3 укладывают в матрицу 4 и с помощью пуансона 1 пробивают. Отход 6 (выдра) проваливается в отверстие матрицы и собирается в тару. |
| Рис. 43Д Обрезка заусенца (а) и пробивка перемычки пленки (б) | |
Калибровка поковок (рис. 44Д)
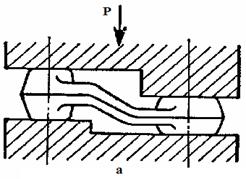
| Плосткостная калибровка сопровождается свободным течением металла в горизонтальном направлении и обеспечивает получение точных вертикальных размеров. Выполняется на специальных калибровочных прессах. |
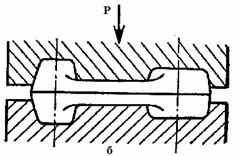
| При объемной калибровке боковые стенки ручья затрудняют течение металла в горизонтальном направлении. Выполняется на кривошипных горяче-штамповочных прессах в одноручьевом штампе. |
| Рис. 44Д Калибровка поковок а – поверхностная калибровка; б – объемная калибровка Калибровка производится для повышения точности размеров поковок и улучшения качества их поверхностей. Выполняется в холодном и нагретом состоянии. | |
2. Очистка поковок от окалины.
Выполняется в очистных барабанах и на дробеструйных установках.
3. Контроль качества поковок.
Внешние дефекты выявляются визуальным осмотром, внутренние: ультразвуковым или рентгеновским контролем.
Требования технологичности при изготовлении штампованных поковок (табл. 2Д)
Табл. 2Д
| Требования технологичности при изготовлении штампованных поковок |
| Требования к плоскости разъема штампа |
| Желательно, чтобы штамп имел один разъем |
| Плоскость (поверхность) разъема штампа должна быть такой, чтобы поковка легко вынималась из штампа. |
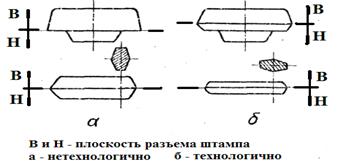
| Желательно, чтобы плоскость разъема совпадала с плоскостью двух наибольших габаритных размеров детали (при этом полости штампа будут иметь наименьшую глубину) |
С целью исключения сдвига одной половины штампа относительно другой, плоскость разъема штампа должна пересекать вертикальную, большую по объему поверхность поковки.
|
Желательно плоскость разъема штампа располагать так, чтобы естественные уклоны облегчали удаление поковки из штампа без выталкивателей и без существенного упрощения формы детали.

|
| Полости (отверстия) в поковке можно получить только в том случае, если их оси будут перпендикулярны плоскости разъема (или направлению перемещения одной из половин штампа (ГКМ)) |
| Требования к конструкции поковки |
| Поковка не должна иметь выступающих частей, мешающих ее удалению из полости штампа. |
| Для обеспечения благоприятного заполнения полости штампа металлом и удобного извлечения из нее поковки, боковые поверхности поковки должны иметь конструктивные уклоны* |
| Все пересекающиеся поверхности поковки должны сопрягаться по радиусам скруглений*, что обеспечивает лучшее заполнение полости штампа и предохраняет его от преждевременного износа и поломки |
В штампах с одной плоскостью разъема невозможно получить сквозное отверстие в поковке. Выполняется только наметки (углубления) с перемычкой - пленкой, которая в дальнейшем удаляются пробивкой.
 D – диаметр прошиваемого отверстия (указан на чертеже детали)
S – толщина перемычки-пленки
D – диаметр прошиваемого отверстия (указан на чертеже детали)
S – толщина перемычки-пленки
|
| Отверстия диаметром d < 30 мм на поковках не выполняются. На них назначаются напуски, а отверстия выполняются механической обработкой |
| * Уклоны и радиусы скруглений назначаются сверх припусков и напусков |








