 2020-04-12
2020-04-12 163
163При вычерчивании чертежа отливки следует учитывать все припуски с указанием их величины. Внутренний контур обрабатываемых поверхностей, а также отверстий, впадин и выточек, не выполняемых в литье, изображают сплошной тонкой линией
Тонкими линиями вычерчивается контур детали;
Вычерчивается припуск на механическую обработку;
Вычерчивается литейные напуски – литейные уклоны и радиусы закругления:
Полученные контуры отливки обводят жирной линией и проставляют все размеры
Полученные контуры отливки обводят жирной линией и проставляют все размеры в том числе и припусков (смотри чертеж)

Чертеж отливки
Этап 4 -расчет КИМ.
КИМ = Gд (масса детали)/Gз (масса заготовки).
Gд (масса детали) – определяется по чертежу детали (исходные данные).
Gз (масса заготовки) – определяется по чертежу отливки.
Gз = Gд + Gн + Gпр + Gук
Gн – масса напусков, Gпр – масса припусков, Gук – масса уклонов.
Этап 5 -разработка схемы – эскиза литейной формы.
На графическом изображении элементов литейной формы полость формы и каналы литниковой системы не штрихуются. Стержни штрихуются по контуру.
В литейной форме при изготовлении стальных отливок должны быть предусмотрены прибыли, которые изображают сплошной тонкой линией, которую допускается выполнять красным цветом. Для отливок из серого чугуна (СЧ) прибыли не применяются)

На чертеже литейной формы необходимо показать литниковую систему. Выбор системы каналов подвода расплава в рабочую полость формы (литниковую систему) должен производиться с учетом следующих требований.
Расплав должен поступать в форму:
- Плавно, без ударов о ее стенки и стержни.
- Без завихрений.
- С определенной скоростью заполнения для обеспечения эффективного удаление из расплава газов и воздуха
- Спокойное заполнение формы.
- Равномерное заполнение всей формы, без перегрева отдельных ее частей – обеспечение условий для изготовления плотной, без пористости и усадочных раковин отливки.
Наиболее простая и широко применяемая система подвода расплава в рабочую полость формы - по разъему формы (высота падения металла не должна быть больше А < 200мм – нет заметных разрушений дна формы и нет существенного разбрызгивания при падении металла). Разбрызгивание (падение на дно и зеркало металла) – капли, попадая на стенки затвердевают и несплавляются с металлом отливки.
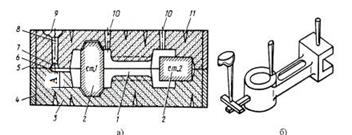
Эскизы литейной формы с системой подвода металла (литниковой системой) по разъему (а) и готовой чугунной отливки (б).
1 - рабочая полость формы (отливка); 2 – стержни; 3 – литейная форма;4 – нижняя опока; 5 – верхняя опока; 6 – питатель (по разъему формы); 7 – шлакоуловитель; 8 – стояк; 9 – литниковая чаша; 10 – выпар; 11 – наколы (для улучшения газопроницаемости формы)








