 2020-04-07
2020-04-07 1750
1750Штангенинструмент — группа измерительных средств для измерения и разметки линейных размеров методом непосредственной оценки. Отсчетное устройство штангенинструмента состоит из измерительной линейки штанги с делениями через 1 мм и вспомогательной подвижной шкалы-нониуса для отсчета частей делений основной шкалы, нанесенной на штанге.
Принцип построения линейного нониуса
В основу отсчета по нониусу положена способность человеческого глаза оценивать совпадение или несовпадение штрихов двух сомкнутых шкал более точно при определении долей деления по одной шкале.
Нониусная шкала (рис. 1,1) имеет небольшое число интервалов деления — 10—20 по сравнению с основной шкалой. Нулевой штрих нониуса является указателем числа целых делений основной шкалы.
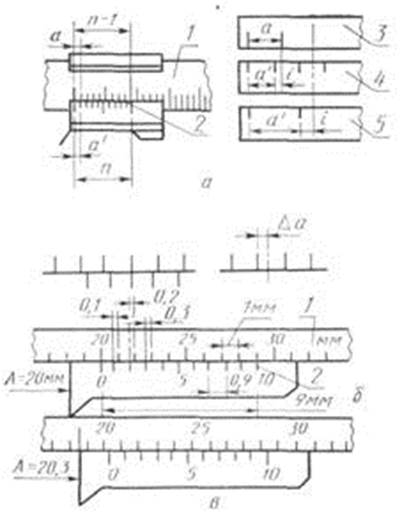
Рис. 1. Принцип построения нониуса:
/ — основная шкала; 2 — шкала нониуса; 3 — штанга; 4 — нониус при 7=1; S — нониус при 7 = 2
На рис. 1, б изображена основная шкала 1 и шкала нониуса 2 с отсчетом 0,1 мм. Если отрезок основной шкалы 9 мм разделить на десять частей, то интервал деления шкалы нониуса будет равен 0,9 мм. При совпадении нулевого штриха нониуса, например, со штрихом 20 основной шкалы, следующий первый штрих не дойдет до соответствующего штриха основной шкалы на 0,1 мм, второй на 0,2 мм и т. д., а последний — десятый на 1 мм до штриха 30 мм основной шкалы. На рис. 1 нулевой штрих нониуса расположен справа за двадцатым делением основной шкалы, а один из штрихов основной шкалы совпадает с третьим штрихом нониуса (размер 20,3 мм). Таким образом, отсчет по нониусу сводится к определению совпадения одного из штрихов нониуса с соответствующим штрихом основной шкалы.
Как видно из рис. 1, а, интервал деления шкалы нониуса меньше интервала деления основной шкалы. Такая шкала была бы слепой, поэтому на нониусные шкалы интервалы наносятся увеличенными относительно интервала основной шкалы (рис. 1,в). Общее число делений шкалы нониуса точно укладывается в определенное число делений основной шкалы.
К штангенинструментам относятся штангенциркули, штанген-глубиномеры, штангенрейсмасы и штангензубомеры. Эти инструменты имеют общую конструкцию — штангу с основной шкалой и подвижную рамку с нониусом. Конструкции штангенинструментов отличаются конфигурацией измерительных поверхностей и их взаимного расположения
Штангенциркули ГОСТ 166—80, ГОСТ 8.113—74 показаны на рис. 2, а, б.
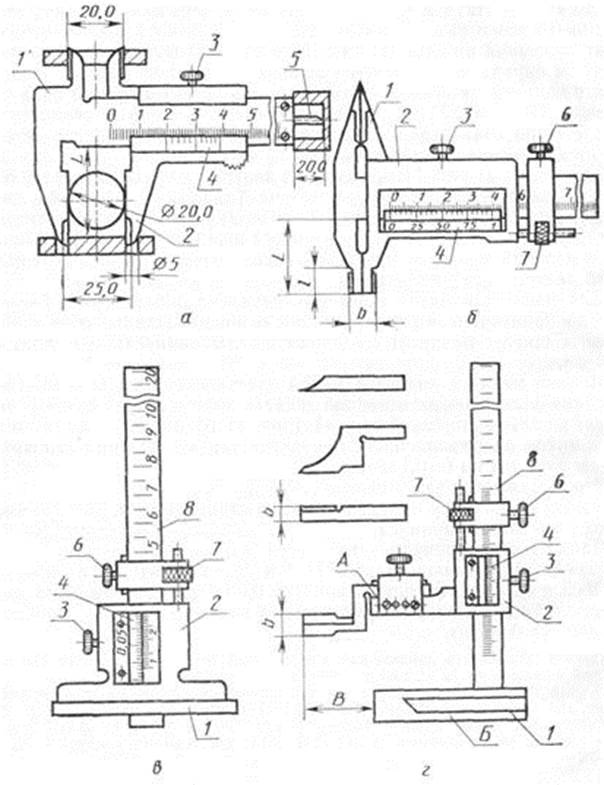
Рис. 2. Штангенинструменты
На конце линейки штанги имеются измерительные губки с измерительными поверхностями, перпендикулярными к линейке. Вторые измерительные губки размещены на подвижной рамке 2. На этой же рамке находится нониус 4. Штангенциркуль, показанный на рис 2, а, б, с двусторонним расположением губок для моужных и внутренних измерений, оснащен линейкой-глубиномером 5 закрепленной на рамке. Рамка на линейке (штанге) стопорится винтом 3. На рисунке показан штангенциркуль, предназначенный для измерения диаметров вала и отверстия, расстояния между центрами отверстий и глубины отверстия при условии, что они имеют одинаковый размер (20,0 мм).
Штангенциркуль ШЦ-П (рис. 2, б) с двусторонним расположением губок для наружных и внутренних измерений и верхними заостренными губками предназначен для разметки поверхностей. Он оснащен устройством 7 микрометрической подачи для медленного перемещения рамки по штанге. При использовании микроподачи вспомогательную рамку стопорят на штанге винтом 6, отпускают винт 3 и, вращая устройство микроподачи, перемещают рамку. Размер нижних губок в сведенном состоянии (6 = 10 мм) маркируют на боковой поверхности одной из губок. После ремонта размер губок уменьшается, поэтому на боковой поверхности указывают их действительный размер. При внутренних измерениях к значению отсчета по нониусу прибавляют действительный маркированный размер губок.
Наибольшее распространение получили штангенциркули с диапазоном измерения от 0 до 140 мм или от 0 до 320 мм с отсчетом по нониусу 0,1 и 0,05 мм.
Измерение штангенциркулем наружного диаметра выполняют в следующей последовательности. Изделие помещают между губками, прижимают неподвижную губку к поверхности детали, перемещают подвижную губку до плотного контакта измерительной поверхности губки с поверхностью измеряемой детали. Закрепляют стопорный винт губки, снимают штангенциркуль с изделия и производят отсчет по основной шкале и нониусу. Если штангенциркуль имеет микрометрическую подачу подвижной губки, то сначала подводят подвижную губку и стопорят винт рамки микроподачи. Микроподачей перемещают подвижную губку в направлении неподвижной до момента плотного контакта измерительных поверхностей губок (без перекоса губок), стопорным винтом закрепляют подвижную рамку. Снимают штангенциркуль с детали и производят отсчет по основной шкале и нониусу.
При измерении штангенциркулем с ценой деления 0,05 мм внутреннего размера изделия в него вводят губки для внутренних измерений. Сдвигают рамку до контакта губок с поверхностью. Покачивая штангенциркуль то в диаметральной, то в осевой плоскости и постоянно прижимая подвижную губку, находят положение, при котором в осевой плоскости установится наибольший размер, рят подвижную губку с нониусом и снимают показание по эсновной шкале и нониусу. К этому отсчету прибавляют аттестованную толщину губок.
Штангенглубиномеры (ГОСТ 162—80, ГОСТ 8.164—75) покаты на рис. 12, в. У штангенглубиномера отсутствует неподвижная губка, а подвижная рамка 2 имеет траверсу 1, являющуюся основанием (опорой) для измерения глубины. Остальные конструктивные элементы такие же, как в штангенциркуле.
Штангенглубиномеры имеют диапазон измерений не более 500 мм. На меньших диапазонах (200—300 мм) отсчет составляет 0,05 мм, на больших — 0,1 мм.
При измерении глубины измерительную поверхность штанги устанавливают на нижнюю плоскость измеряемой детали. При этом подвижная губка вместе с траверсой опускается до плотного контакта с верхней плоскостью измеряемой детали. Затем стопорят губку и снимают показание.
Штангенрейсмасы (рис. 2, г) по ГОСТ 164—80, ГОСТ 8.163— 75 применяются для разметки, измерения высоты и расположения поверхностей корпусных деталей.
Конструкция штангенрейсмаса приспособлена для измерения размеров от плоскости разметочной плиты, поэтому взамен неподвижной губки применено массивное основание 1, с помощью которого штангенрейсмас устанавливается на разметочную плиту. Рамка 2 с нониусом 4 имеет консольную державку, к плоскости А которой, строго параллельной плоскости основания Б, крепятся специальные устройства в виде разных «чертилок», разметочных ножей, параллельных цилиндрических губок и измерительных стержней.
Погрешности измерения штангенинструментом
Общая погрешность штангенинструмента зависит от погрешностей отдельных элементов, из которых основными являются погрешности изготовления; нанесения штрихов основной шкалы и шкалы нониуса; отклонения от перпендикулярности поверхностей измерительных губок к базовым плоскостям направляющей штанги и подвижной рамки; отклонения от параллельности и плоскостности измерительных губок; просвета между губками штанги и рамки; отклонения от перпендикулярности измерительных поверхностей к боковым сторонам губок; отклонения от прямолинейности направляющей штанги.








