 2020-04-07
2020-04-07 746
746Схема и конструкция микрометрической головки показана на рис. 3, а — г. С гайкой 4 соединен стебель 2, который неподвижно сопрягается с корпусом микрометрического инструмента. На конце узла, составленного из винта 1 и барабана 3, установлено устройство стабилизации измерительного усилия 5. Для отсчета осевого перемещения микровинта в целых оборотах вдоль оси стебля 2 проведена продольная риска 6, по нижнюю и верхнюю стороны которой нанесены две шкалы 7, И (рис. 3, в) с интервалом 1 мм, сдвинутые одна относительно другой на размер Р = 0,5 мм (шаг резьбы).
Доли оборота микровинта отсчитывают по круговой шкале 8 с радиальными штрихами, нанесенными на конусной части барабана. Указателем для отсчета по круговой шкале является продольный штрих, нанесенный на стебле.

Рнс. 3. Конструкция микрометрической головки
При повороте барабана вместе с микровинтом на угол, соответствующий смещению круговой шкалы на одно деление относительно продольного штриха стебля микровинт перемещается на значение цены деления круговой шкалы с = Р/п = 0,5/50 = 0,01 мм, где я = 50 —число делений круговой шкалы барабана.
Микрометрическая головка (рис. 3, б) цилиндрической частью стебля 2 диаметром d сопрягается с корпусом микрометрического инструмента. С другой стороны в стебле закреплена разрезная гайка 4, предназначенная для беззазорного соединения микропары. Наружная поверхность разрезной гайки имеет конус и наружную резьбу, а параллельно оси гайки прорезано несколько неполных пазов. При вращении регулировочной гайки 10 ее конусная фаска нажимает на конус разрезной гайки, сжимает или разжимает ее в зависимости от направления вращения гайки. Микровинт 1, перемещающийся в резьбе, имеет цилиндрическую направляющую поверхность, соосную с резьбой гайки, и цилиндрическую поверхность с буртиком для установки барабана 3. Правый резьбовой конец барабана сопрягается со стопорной гайкой 9. Если гайку отвернуть приблизительно на 0,5 оборота, то барабан относительно микровинта можно повернуть до совмещения его нулевого штриха с нулевым штрихом продольной шкалы стебля, тогда микрометрическая головка будет установлена на нуль (начало отсчета).
При установочных перемещениях микровинт вращают за рифленую поверхность барабана.
При измерении микровинт вращают механизмом стабилизации измерительного усилия 5, отрегулированного на определенное усилие поворота или проскальзывания. Чаще всего эти устройства выполняют в виде храпового механизма — «трещотки» (рис. 3, г) или фрикционной муфты. Храповой механизм «трещотки» состоит из подпружиненного тангенциального штифта, вставленного во втулку, скрепленную с микровинтом, и обоймы с внутренними храповыми зубьями. Вращением за рифленую поверхность обоймы микровинт перемещается до контакта с измеряемой поверхностью, и в случае возникновения измерительного усилия по значению больше предельно допускаемого (обычно это усилие составляет 500—900 сН) храповые зубья соскальзывают с подпружиненного штифта и раздается характерный треск. В этот момент микровинт не вращается, а «трещотка» вращается вхолостую относительно микровинта.
Микрометр гладкий по ГОСТ 6507—78 (рис. 4, а) состоит из скобы 1, снабженной с одной стороны неподвижной измерительной пяткой 2 (неподвижной точкой). С другой стороны, в отверстие скобы запрессован стебель микрометрической головки 3 с подвижной пяткой (подвижной точкой).
Типоразмеры микрометрических инструментов в значительной степени зависят от длины микровинта. Из технологической практики принята оптимальная рабочая длина резьбовой части микровинта, равная 25 мм, поэтому микрометрические инструменты изготовляют с диапазоном измерений через 25 мм, т. е. О—25; 25— 50; 50—75; 75—100 мм и т. д. до 600 мм.
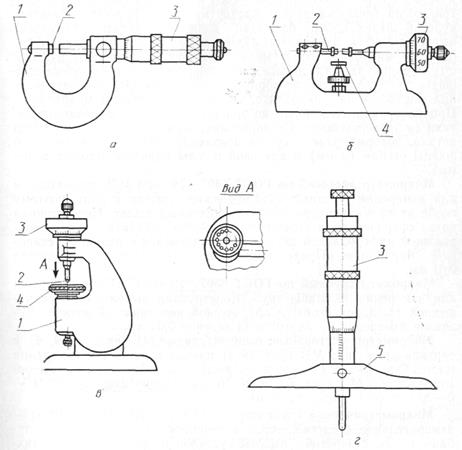
Рис. 4. Микрометрические инструменты:
а — микрометр гладкий; б — микрометр настольный горизонтальный; в — микрометр настольный вертикальный MB; г — м икрометрический глубиномер; / — станина; 2 — пятка; 3 — микрометрическая головка; 4 — стол; 5 — планка
Наибольшее применение имеют микрометры с диапазоном измерения до 600 мм, у микрометров свыше 100 мм диапазон измерений составляет 100 мм, что достигается применением вставных, сменных и скользящих пяток.
Для установки на нуль микрометров с диапазоном измерений свыше 25 мм (больше длины резьбы винта) применяются установочные меры в виде цилиндра, у которого размер между торцевыми поверхностями равен нижнему пределу измерения микрометра. Микрометры можно настраивать на нуль или любой размер по концевым мерам длины, в результате чего точность отсчета повышается по сравнению с обычным использованием микрометра.
Перед измерением микрометр устанавливают на нуль. Для этого, вращая микровинт за трещотку, плавно подводят его торец к торцу пятки до момента плотного контакта измерительных пяток, когда трещотка начнет провертываться. В этом положении нулевой штрих шкалы барабана должен совпадать с нулевым штрихом стебля. Закрепляют стопор микровинта, разъединяют барабан и микровинт, отвертывают трещотку. Совмещают нулевой штрих барабана с продольным штрихом стебля и после этого вращают по часовой стрелке корпус трещотки до плотного закрепления барабана на микровинте. Освобождают стопор микровинта. При измерении детали плавно вращают трещотку до момента начала ее провертывания. Стопорят микровинт и определяют размер детали, который равен сумме показаний, снятых с продольной шкалы стебля (в мм) и круговой шкалы барабана (сотых долей мм).
Микрометр листовой по ГОСТ 6507—78 типа МЛ предназначен для измерения толщины металлических листов и лент, поэтому скоба этого микрометра имеет увеличенный вылет. Неподвижная пятка сферическая, а отсчетное устройство выполнено в виде неподвижной циферблатной шкалы и вращающейся стрелки, скрепленной с барабаном. Пределы измерения 0—25 мм, цена деления 0,01 мм.
Микрометр трубный по ГОСТ 6507—78 типа МТ предназначен для измерения толщины труб. Конструкция выполнена с уменьшенной толщиной скобы и сферической неподвижной пяткой. Диапазон измерений 0—25 мм, цена деления 0,01 мм.
Микрометры настольные: горизонтальные МГ (рис. 19, б) и вертикальные типа MB (рис. 19, в) предназначены для измерения малогабаритных деталей в приборостроении. Диапазон измерений микрометров MB составляет 0—10 мм, горизонтальных МГ — О—20 мм; цена деления 0,01 мм.
Микрометрический глубиномер по ГОСТ 7470—78 (рис. 19, а) -измерительное средство, предназначенное для измерения глубины пазов, отверстий, высоты уступов и др. Состоит из микрометрической головки 3, запрессованной в планку 2. Продольная шкала на стебле микрометрической головки оцифрована в обратном направлении по сравнению с обычным микрометром, так как измеряемая глубина пропорциональна выдвижению микровинта из планки. Микровинт имеет центральное отверстие, в которое устанавливают сменные стержни 3, обеспечивающие необходимый диапазон измерения. Диапазон измерений до 200 мм, цена деления 0,01 мм.








