2020-05-12
2020-05-12 454
454Порядок определения межоперационных заделов можно рассмотреть на примере расчета между 1-й и 2-й операциями по графику загрузки (стандарт-плану), изображенному на рисунке 2.5. Оборотные заделы рассчитываются между каждой парой смежных операций, по частным периодам, в течение которых на смежных операциях работает неизменное число единиц оборудования. Из графика видно, что между этими операциями можно выделить три частных периода или фазы. Далее, исходя из загрузки рабочих мест определяют продолжительность каждого периода – τ1=36 минут, в течение которой на первой операции работает один станок, а на второй операции станки не работают; вторая фаза τ2= 80 минут, когда на первой операции станок не работает, а на второй работает сразу два станка; третья фаза τ3= 120-36-80=4 минуты, в течение которых на операциях станки не работают. Затем исходя из норм времени и количества единиц оборудования по вышеприведенной формуле определяется величина оборотного задела по каждому частному периоду.
Изменение оборотных заделов между 1-й и 2-й операциями по данным стандарт-плана для первой, второй и третьей фаз соответственно:
 .
.
Таким образом, в течение первой фазы задел увеличивается на 80, а за время второй - уменьшается на 80 заготовок, а на третьей фазе изменения задела не происходит и оно равно 0. К началу следующего периода обхода между 1-й и 2-й операциями в заделе будет 0 заготовок.
Между второй и третьей операциями таких фаз будет уже пять. Аналогично рассчитывается оборотный задел между всеми остальными операциями для каждого отрезка времени. Изменение размеров заделов указывается на графике в принятом масштабе в виде эпюр заделов.
На графике указывают величину максимального оборотного задела между каждой парой смежных операций и величину межоперационного оборотного задела на начало периода оборота.
Средний размер оборотного задела на линии:
 ,
,
где Zн – задел на начало рассматриваемого отрезка времени, шт.;
Zк – задел на конец того же отрезка времени, шт.;
τi – время, в течение которого на смежных операциях работает неизменное число станков, мин;
Тоб – период обхода поточной линии, мин;
n – число выделенных фаз в периоде обхода, при этом Σ τi = Тоб.
Величина среднего технологического задела на такой линии:
 ,
,
Средний оборотный задел на линии используется в расчете нормы незавершенного производства.
Во многих случаях при механической обработке мелких деталей перемещение их с операции на операцию осуществляется транспортными партиями в специальной таре. В этом случае характер движения заделов меняется. На каждой операции в заделе находятся как детали перед обработкой, так и после нее, в ожидании комплектования транспортной партии. Пример организации рабочего места фрезеровщика с расположением тары для заготовок и обработанных деталей представлен на рисунке 2.7.
Наиболее часто при транспортировании применяют ящичные металлические и пластмассовые поддоны, называемые производственной тарой. Параметры ящичных металлических поддонов, грузоподъемностью до 200 кг конструкции НПО «Оргстанкинпром» представлены в таблице 2.4. Используемые в механосборочном производстве поддоны в основном имеют специальные ножки, которые не только придают им устойчивость, но и используются при перемещении по транспортной системе. Кроме того, высота и конструкция ножек дают возможность подхватывать поддон вильчатым погрузчиком. В таре подобного типа груз может транспортироваться на подвесных конвейерах с автоматической погрузкой и выгрузкой. Пример такой тары представлен на рисунке 2.8. Помимо представленных конструкций поддонов, имеется также тара со съемными и открывающимися стенками, каркасная, ящичная, мелкая и др.
Таблица 2.4. Ящичные металлические поддоны [ ]
| Параметры | 1М321,6-1А | 1М432-1А | 1МП642-2А | 1МП643,2-2А |
| Внутренние размеры, мм: длина ширина высота | 200 300 160 | 300 400 200 | 400 600 200 | 400 600 320 |
| Внешние размеры, мм: длина ширина, высота | 216 356 183 | 318 466 224 | 418 618 317 | 418 618 437 |
| Масса, кг | 5,1 | 10,8 | 20,7 | 28 |
При передаче транспортными партиями (Pт) общий задел между операциями (транспортный и оборотный) удобнее всего начинать определять с момента передачи на следующую операцию первой транспортной партии. В следующий период задел рассчитывается по формуле:
 или Zоб = pт + tсрi
или Zоб = pт + tсрi 
в любой последующий период:
 ,
,
где Рт – размер транспортной партии, шт.
На рис. 2.6 приведен график изменения транспортного и межоперационного оборотного задела между операциями при передаче деталей транспортными партиями.
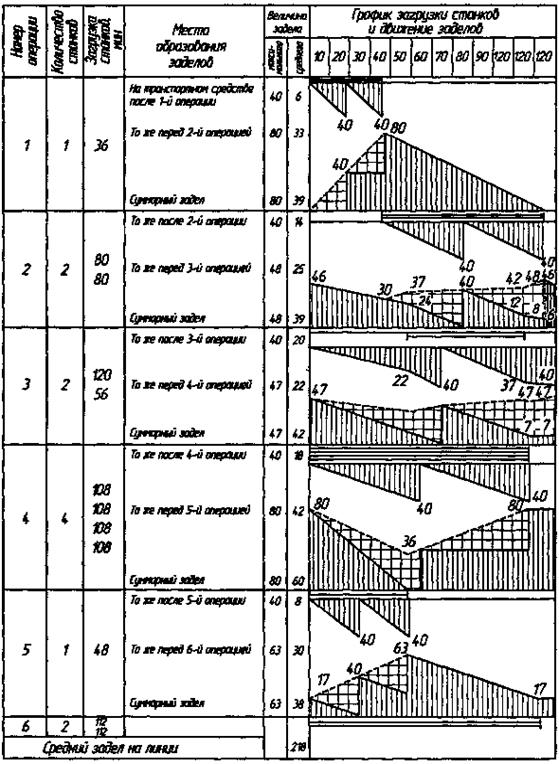
Рисунок 2.6- График изменения межоперационных заделов на прерывно-поточной линии при перемещении предметов транспортными партиями (сплошными линиями показано изменение заделов до и после обработки деталей, штриховыми — динамика движения общего задела (оборотный + транспортный)
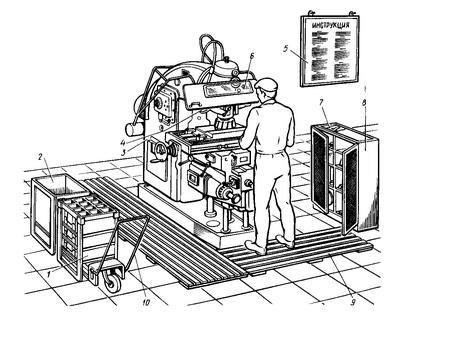
Рисунок 2. 7- Пример организации рабочего места фрезеровщика
l - тара для обработанных деталей; 2 - тара для заготовок; 3- фрезерный станок; 4 - лампа местного освещения; 5 - инструкция по технике безопасности; 6 - защитный экран; 7 - место для технологической документации; 8 - инструментальный шкаф; 9 - подножная решетка; 10 - тележка для транспортировки тары


Рисунок 2. 8- Тара производственная для крупногабаритных деталей
На прерывно-поточных линиях при поштучной передаче с операции на операцию наличие внутрилинейных оборотных заделов полностью покрывает потребность в транспортном заделе и последний отдельно не рассчитывается. Однако в некоторых случаях, когда оборотные заделы незначительны, могут быть предусмотрены транспортные заделы, которые определяются так же, как и для непрерывно-поточных линий.
Страховые заделы предназначены для обеспечения бесперебойной работы линии в тех случаях, когда на отдельных ее участках возникают нарушения нормального хода производства. Подача деталей на следующую операцию задерживается, и ритмичность производства на остальной части линии нарушается.
При наличии на прерывно-поточной линии оборотных заделов страховой задел может быть частично или полностью совмещен с оборотным заделом.
Суммарный задел на линии равен сумме установленных для данной линии технологического, транспортного, среднего оборотного и страхового заделов с учетом возможного их совмещения.
На основе среднего оборотного задела определяют длительность производственного цикла изготовления детали по формуле: