 2020-05-12
2020-05-12 170
170Планировка участка
Планировка — это план расположения технологического оборудования, рабочих мест, проходов и проездов, привязанный к конструктивным элементам здания. Планировка оборудования является основным техническим документом, определяющая организацию производственного процесса в пространстве.
Габаритные размеры в плане металлорежущих станков с учетом шкафов пультов управления и других выносных узлов следующие: мелкие — до 1800 х 800 мм2, средние — до 4000 х 2000 мм2, особо крупные — до 1600 х 6000 мм2.
Удельная производственная площадь, приходящаяся на единицу оборудования, зависит от габаритных размеров принимаемого оборудования и транспортных средств. Последние определяют ширину проездов между рядами станков. Для мелких станков S1= 14...18 м2, для средних — S2= 18...22 м2, для крупных — S3 = 22..45 м2.
Составление планировки при выполнении курсового проекта следует начинать с расчета величины производственной площади участка или поточной линии, результат этого расчета необходимо представить в табличной форме (табл.3.1.).
Площадь, занимаемая непосредственно оборудованием, определяется исходя из габаритных размеров каждой единицы оборудования, количества единиц оборудования и коэффициента, учитывающего дополнительную площадь для организации рабочих мест, проходов и проездов. Коэффициент дополнительной площади принимается в пределах от 1,5 до 4,0, его величина зависит от площади, занимаемой станком.
Можно применять и нижеследующий метод расчета потребной площади цеха (участка):
 ,
,
где n — принятое количество станков;
Si — площадь, занимаемая станком, рассчитываемая по габаритам станка в плане, м2;
Kд — коэффициент для учета дополнительной площади (на проезды, проходы, расстояния между станками и между станками и элементами конструкции здания).
Необходимые данные приведены в табл3.2
Таблица 3.1 Расчет производственной площади
| Наименование оборудования | Модель | Габаритные размеры, мм | Количество единиц, шт | Коэффициент дополнитель-ной площади | Производствен-ная площадь, м2 |
| 1.Токарновинто-резный станок | 1К62 | 2812Х1168 | 2 | 3,5 | 22,99 |
| 2.Фрезерный станок | 6М83Ш | 1600Х1400 | 1 | 3,5 | 7,84 |
| И т.д. | … | … | … | … | … |
| … | … | ||||
| Итого: | |||||
Таблица 3.2…. — Величина коэффициента kд.
| Площадь станка в плане, м2 | До 2 | Свыше 2 до 4 | Свыше 4до6 | Свыше 10 до 20 | Свыше 20 |
| Коэффициент kt | 4,0 | 3,5 | 3,0 | 2,5 | 1,5 |
Полученная величина производственной площади является расчетной, ориентировочной. Она позволяет в первом приближении представить потребность в площадях для размещения оборудования участка или поточной линии на общем плане цеха или иного структурного подразделения предприятия. Проектируемый участок является одним из элементов подразделения более высокого порядка и должен вписаться в общий строй других производственных подразделений, например цеха.
Следует сказать, что производственные здания могут быть одноэтажными и многоэтажными. Для механообрабатывающих цехов преимущественно строят одноэтажные здания, так как применяют оборудование значительной массы, а также предметы труда могут быть крупными по весу и габаритам.
Производственные здания включают несколько параллельных пролетов, образуемых рядами железобетонных или металлических колонн. В плане здание может иметь прямоугольную или квадратную формы, или их сочетание. Каждый пролет здания характеризуется следующими основными размерами: шириной пролета L, шагом колонн t и высотой пролета h, измеряемых в м. Для составления планировки участка нас будут интересовать первые два размера – ширина пролета и шаг колонн, т.е. сетка колонн.
В механообрабатывающих цехах рекомендуется применять сетки колонн 18 х 6; 24 х 6; 18 х 12 или 24 х 12 м; здесь цифры 18 и 24 - выражают ширину пролета L, а цифры 6 и 12 - шаг колонн t в метрах. Поперек и вдоль пролетов предусматриваются проезды для внутрицехового транспорта и проходы для работающих. При проектировании проездов и проходов учитывают вид движения (одно- или двухсторонне) и грузоподъемность транспортных средств, рекомендуемые значения приведены в табл 3.3.
Таблица 3.3. Нормы ширины проходов и проездов для цеховых транспортных средств
| Назначение прохода или проезда | Грузоподъемность транспортных средств, т | Ширина прохода или проезда, м |
| Проход рабочих | - | 1,2 – 1,6 |
| Проезд электрокар: Односторонне движение Двухстороннее движение | 1-5 1-5 | 2,2 – 2,5 3,0 – 4,0 |
| Проезд электропогрузчиков с подъемными вилами: Односторонне движение Двухстороннее движение | 0,5 – 3 0,5 - 3 | 2,5 – 3,0 |
| Проезд грузовых машин или пожарный проезд | 1-5 | 5,0-5,5 |
| Проезд или ввод железнодорожных путей широкой колеи | - | 5,0 |
Расстояние между параллельными проездами при проектировании принять минимум 24м, или другую величину, кратную шагу колонн. На плане ряды колонн нумеруются: горизонтальные помечают снизу вверх прописными буквами русского алфавита, вертикальные нумеруют слева направо арабскими цифрами, начиная с единицы.
На планировке должны быть показаны:
строительные элементы здания — колонны, стены, дверные проемы, прочие элементы;
технологическое оборудование – металлообрабатывающие станки и рабочие места, другие виды оборудования;
производственный инвентарь — верстаки, шкафы, складочные площадки для заготовок и готовых деталей;
подъемно-транспортное оборудование – конвейеры, монорельсы, подъемники, краны;
другие элементы.
Применяются два основных способа расположения оборудования: по типам оборудования (цехи и участки технологической специализации) и по ходу технологического процесса (цехи и участки предметной специализации).
Первый способ характерен для единичного и мелкосерийного производства. Оборудование группируется по признаку однородности — участки токарных, фрезерных, шлифовальных станков и т.д. В механических цехах при обработке деталей, имеющих форму тел вращения, участки располагаются в следующем порядке: токарные, фрезерные, поперечно-строгальные, радиально- и вертикально-сверлильные станки и т.д. Учитывается также использование подъемно-транспортного оборудования. С этой целью оборудование распределяется на группы в зависимости от веса обрабатываемых деталей и потребности в кранах и транспортных средствах соответствующей грузоподъемности.
При размещении оборудования по второму способу, характерному для цехов серийного и массового производства, руководствуются рядом правил:
— длина линий станков не должна превышать 60 м с учетом требований нормального обслуживания производственного процесса;
— линии станков следует размещать вдоль проходов; при передаче предметов труда из одного пролета в другой не должна нарушаться прямоточность движения продукции;
— проходы и проезды должны пересекаться под прямыми углами во избежание излишних потерь площади;
— при расположении каждой отдельной единицы оборудования в линии учитывается удобство размещения станков относительно транспортных устройств.
Перед разработкой детальной планировки оборудования необходимо определиться с составом рабочих мест, в том числе многостаночных, и их оснащением.
В плане участок будет занимать прямоугольник, длина которого будет равна расстоянию между проездами, а ширина – как результат отношения величины расчетной (ориентировочной) площади к длине участка.
Оборудование может быть размещено в один, два или более рядов, в зависимости от количества рабочих мест, габаритных размеров оборудования и расстояния между проездами. Располагаться оборудование в плане может быть вдоль, поперек или под углом к оси пролета. При расположении оборудования в несколько рядов, по условиям доставки заготовок и отправки готовых деталей, линия в плане может быть зигзаго- или П-образная. Общепринятым считается условие, когда на одном проезде располагаются места для складирования заготовок, а на другом, противоположным, собираются обработанные детали. Этот порядок соблюдается для всех участков, располагаемых в цехе. Зоны временного размещения заготовок и готовых деталей включаются в длину участка
Расположение оборудования поточной линии должно отвечать принципу прямоточности (передача обрабатываемых деталей между рабочими местами по кратчайшим расстояниям с наименьшими затратами труда и времени). Для этого станки располагают последовательно в соответствии с технологическими операциями. На участках механической обработки не допускается возвратное, кольцевое или петлеобразное движение деталей, создающее встречные потоки и затрудняющее осуществление транспортных операций.
Кроме того, нужно предусмотреть: а) удобные подходы к рабочим местам; б) места необходимой площади для размещения деталей при образовании заделов; в) места для выполнения контрольных операций; г) места для проведения ремонта оборудования.
В поточных линиях станки также могут устанавливаться в один ряд (рис.3.1 4.9, а) или в два ряда (рис. 3.1 4.9, б); в последнем случае деталь в процессе обработки переходит с одного ряда на другой. Поточная линия может быть и с двумя параллельными потоками деталей (рис. 3.1 4.9, в). При обработке деталей с большим количеством операций поточной линии придают зигзагообразную форму с тем, чтобы длина каждого участка была равна длине других участков, т.е. равнялась 40...80 м, и чтобы выход готовых деталей осуществлялся в том же направлении, что и для других поточных линий (рис. 3.1 4.9, г). Цифры на рисунках указывают последовательность прохождения детали через станки поточных линий.
Станки в поточных линиях с применением рольгангов или конвейеров могут устанавливаться относительно них параллельно (рис. 4.10, а) или перпендикулярно (рис. 4.10, б); они также могут быть и встроены в линию рольганга или конвейера (рис. 4.10, в)[5].
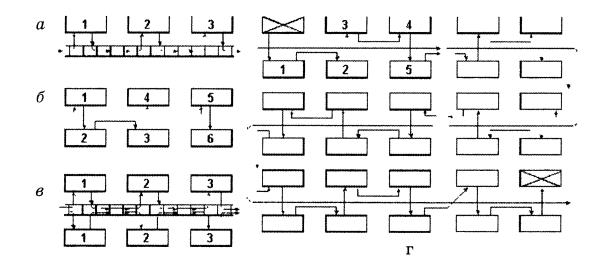
Рисунок 3.1 — Расстановка станков в поточных линиях

Рисунок 3.2— Расположение оборудования на поточной линии [7]
Для обозначения на планировке оборудования используют темплеты. Размеры темплет должны соответствовать габаритам станков. Внутри темплет указывают номер оборудования по спецификации к планировке, рис.3.2.
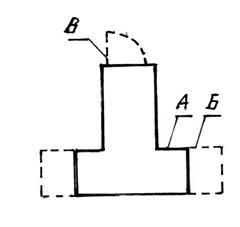
Рис. 3.2. Пример исполнения темплета. А – габаритные контуры оборудования в положении покоя; Б – контуры подвижных частей оборудования, движущихся в процессе выполнения работы; В – контуры крайних положений частей оборудования при техническом обслуживании и ремонте.
Спецификацию оборудования допускается размещать на чертеже планировки. Каждая единица оборудования должна иметь свой номер, в спецификации допустимо объединять в одной строке несколько станков одного типа и модели, табл.3.4.
На плане должны быть указаны границы участка, проходы, проезды, длина и ширина участка. Таким образом, фактическая площадь, на которой будет располагаться участок или линия, определяется произведением длины участка (расстоянием между проездами) на его ширину, которая определяется по планировке.
Таблица 3.4. Спецификация оборудования
| Номер по плану | Наименование, модель | Краткая характеристика, мощность, кВт | Количе-ство | Примеч. |
План выполняется в масштабе 1:100 (в курсовом проекте допустим 1:50) с соблюдением минимальных расстояний между станками и строительными элементами здания (табл.3.5 и рис.3.3).
Таблица 3. 5. Минимальные расстояния между станками и элементами конструкции здания
|
Описание | Обозна-чение (рис.3.2) | Расстояние, мм | |||
| для мелких станков с габаритами до 1800 х 800 мм | для средних. станков с габаритами до 4000 х 2000 мм | для крупных станков с габаритами до 8000 х 4000 мм | |||
| Между станками вдоль линии их расположения (по фронту) | a | 700 | 900 | 1500 | |
| Между станками при установка их один к другому тыльными сторонами | b | 700 | 800 | 1200 | |
| Между тыльной или боковой стороной станка и стеной, колонной или выступающей конструкцией здания | c | 700 | 800 | 900 | |
| Между передней стороной станка и стеной, колонной или выступающей конструкцией здания | d | 1300 | 500 | 2000 | |
| Между передними сторонами станков при обслуживании каждого станка одним рабочим | e | 2000 | 2500 | 3000 | |
| Между передними сторонами станков при обслуживании одним рабочим двух станков | f | 1300 | 1500 | - | |
| Между передней и задней сторонами разных станков, размещенными в затылок | g | 1300 | 1500 | 2000 | |
|

В процессе выполнения планировки участка или поточной линии необходимо проверить соблюдение норм удельной площади на единицу основного оборудования. Все станки в зависимости от габаритов делятся на три группы: мелкие, средние и крупные. Для каждой группы станков установлены нормы удельной площади: для мелких станков — до 12 м2; для средних — до 25; для крупных — до 45 м2. Норма удельной площади дается с учетом проездов и проходов на участке. Планировка выполнена правильно, если
где Fпл — площадь по результатам проектирования, м2; 
к — количество групп станков на участке или поточной линии, шт.;
gi — количество станков i-и группы, шт.;
fi — удельная площадь на один станок i-и группы, м 2 /шт.
 ,
,
где Н – ширина участка в плане,м;
L- длина участка в плане, м.
Оптимальность варианта планировки участка можно оценить с помощью коэффициента полезного использования площади участка:
 ,
,
где  - площадь, занимаемая станком, рассчитанная по габаритам станка с учетом коэффициента дополнительной площади, м2.
- площадь, занимаемая станком, рассчитанная по габаритам станка с учетом коэффициента дополнительной площади, м2.
По нормативам Kпс = 0,4…0,65[7].








