 2020-05-12
2020-05-12 2071
2071
Проектирование технологического процесса сборки является важнейшим этапом технологической подготовки сборочного производства, которая кроме разработки типовой технологической документации включает также проектирование и изготовление нестандартного оборудования, специальной оснастки, выполнение планировок и других работ. Исходными данными для разработки технологического процесса сборки являются: сборочные чертежи собираемого изделия; спецификации; технические требования, предъявляемые к отдельным узлам и к изделию в целом; программа выпуска и т.д. Поэтому разработке технологического процесса сборки предшествует детальное ознакомление с конструкцией изделия, взаимодействием его частей, техническими условиями на изготовление, приемку и испытания изделия, имеющейся технической базой сборочного производства.
Процесс сборки, как часть производственного процесса, состоит из совокупности операций, обеспечивающих последовательное соединение, взаимную ориентацию, пригонку и фиксацию деталей и узлов для получения готового изделия, удовлетворяющего установленным требованиям. К нему относятся также операции, связанные с проверкой и обеспечением точности взаимного расположения собираемых деталей и узлов, правильного функционирования отдельных механизмов, систем и машины в целом, а также операции по очистке, окраске и консервации изделия или отдельных его частей.
Известно, что технологическая операция сборки представляет собой законченную часть технологического процесса, выполняемую на одном рабочем месте одним или несколькими рабочими непрерывно над одной сборочной единицей или над совокупностью одновременно собираемых единиц, а переход сборочной операции — это законченная часть операции, выполняемая неизменным методом при использовании одних и тех же инструментов и приспособлений.
Технологический процесс сборки проектируется с учетом технических и организационных достижений производства в области технологии сборки, обеспечения ресурсосбережения, механизации и автоматизации работ, создания благоприятных условий труда и т.д. с учетом конкретных условий и типа сборочного производства. Разработанный технологический процесс сборки, как документ, включает: описание состава и последовательности операций и переходов сборки изделия; технико-экономические расчеты трудовых, материальных и энергетических затрат, количества необходимого оборудования и оснастки, численности производственных рабочих, производственной площади, трудоемкости и себестоимости сборки изделия.
Проектирование технологического процесса сборки включает следующие основные этапы:
— анализ технологичности конструкции изделия с позиции выполнения сборки и регулировки;
— размерный анализ конструкции собираемого изделия с выполнением соответствующих расчетов, выбор рационального метода обеспечения требуемой точности сборки, определение вероятного объема пригоночных и регулировочных работ;
— обоснование степени дифференциации и формы организации процесса сборки;
— разделение изделия на сборочные единицы (группы и подгруппы), задание последовательности соединения всех сборочных единиц и деталей изделия, составление схемы общей сборки и узловых сборок изделия, карт сборки;
— определение содержания технологических операций сборки, выбор методов контроля и испытаний изделия и техническое нормирование сборочных работ;
— обоснование принятого варианта технологического процесса сборки;
— оформление технологической документации;
— выбор и определение количества стандартного оборудования; проектирование недостающего для организации сборки технологического оборудования, приспособлений, слесарных, режущих и контрольно-измерительных инструментов; проектирование, при необходимости, участка сборки.
Рассмотрим содержание основных из указанных этапов.
Размерный анализ конструкции собираемого изделия связан с определением условий получения необходимых зазоров или натягов. Эти задачи решаются на основе размерных цепей
Применение метода размерных цепей при сборке машин позволяет:
— по заданным допускам всех составляющих звеньев собираемого узла рассчитать допуск замыкающего звена;
— по заданному допуску замыкающего звена (обычно называемого в этом случае исходным) найти наиболее рациональные значения допусков составляющих звеньев;
— исходя из общих требований к собираемому узлу, установить рациональное сочетание допуска замыкающего звена и допусков остальных звеньев.
Эффективность технологического процесса сборки существенно зависит от степени его дифференциации (расчленения на операции). Степень углубленности проектирования технологического процесса зависит от программы выпуска изделий: в единичном и мелкосерийном производствах разрабатывают упрощенный вариант без детализации содержания операций.
Дифференциация технологических процессов сборки характерна, в основном, для серийного и массового производства. Она позволяет расчленить процесс на операции с длительностью выполнения, равной или кратной установленному такту сборки. Благодаря этому повышается производительность труда и создаются организационные условия для механизации и автоматизации ручных процессов сборки. Однако излишняя дифференциация процесса сборки ведет к снижению производительности труда из-за возрастания потерь времени на вспомогательные операции, связанные с транспортировкой и переустановкой собираемого изделия. Поэтому степень дифференциации процесса сборки должна быть экономически обоснована.
Для опытного, единичного и частично мелкосерийного производства, характерного для изготовления и ремонта технологического оборудования, присуще выполнение всех операции узловой и общей сборки на немногих или даже на одном рабочем месте. Недостатками концентрированной сборки являются длительность цикла вследствие последовательного выполнения операций; сложность их механизации.
Разделение изделия на сборочные ед иницы. При разделении изделия на сборочные единицы следует учитывать, что с точки зрения выполнения своих функций оно в соответствии с конструкторской документацией разделено на сборочные единицы (агрегаты, узлы, механизмы) и детали, являющиеся его конструктивными элементами. С технологической точки зрения машину делят на сборочные элементы, которые могут не совпадать с конструктивными. Сборочные элементы представляют собой детали, узлы и агрегаты, которые могут быть собраны отдельно от других элементов машины и затем установлены на нее.
Наиболее сложным, трудоемким и ответственным этапом разработки технологического процесса сборки является определение состава, содержания и последовательности операций и переходов. Здесь необходимо учитывать тип производства (единичное, серийное, массовое), доступность и удобство выполнения работ, рациональную последовательность установки составных частей изделия, возможность применения универсальных или общих средств технологического оснащения для выполнения ряда сборочных операций и др. факторы. Последовательность сборки изделия или его составной части удобно представлять графически в виде так называемой схемы сборки, которую для большей наглядности дополняют сборочным чертежом изделия.
Составление схем сборки. Для разработки технологической схемы сборки изделие разделяют на составные элементы (детали, узлы), каждый из которых на этой схеме изображают в виде прямоугольника, разделенного на три части. В верхней части указывают наименование элемента, в левой нижней части — его обозначение (индекс), в правой нижней части — число одинаковых элементов. Индексы элементов соответствуют номерам деталей и узлов на чертежах и в спецификациях. На схеме сборки должны быть также обозначены базовая деталь (базовый узел), сборочные единицы и готовое изделие. Рассмотрим последовательность составления технологической схемы сборки на примере сборки натяжного ролика (рис. 6.4, б):
— в левой части схемы сборки (рис. 6.4, а) изображают в виде прямоугольника базовую деталь (ось ролика), на которой будет собираться все изделие;
— в правой части схемы также в виде прямоугольника изображают собранное изделие (натяжной ролик);
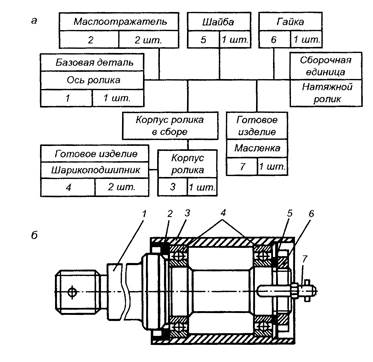
Рис. 6.4. Схема сборки (а) сборочной единицы (б): 1 — ось ролика; 2 — маслоотражатель; 3 — корпус ролика; 4 — подшипники; 5 — шайба; 6— гайка; 7 — масленка
— прямоугольники, обозначающие базовую деталь и собранное изделие, соединяют прямой линией;
— снизу и сверху от этой линии изображают в виде прямоугольников детали и узлы в последовательности их установки на базовой детали.
Последовательность установки составных частей изделия определяют исходя из содержания операций сборки. Схемы сборки разрабатывают для изделия в целом и каждого из его узлов.
Схема общей сборки изделия, содержащего несколько узлов высшего (первого) порядка и отдельных деталей, показана на рис. 6.5. На рис. 6.6 представлена схема узловой сборки базового узла этого изделия, который в свою очередь состоит из нескольких узлов второго и третьего порядка и отдельных деталей. Аналогичные схемы сборки составляются для узлов всех порядков.
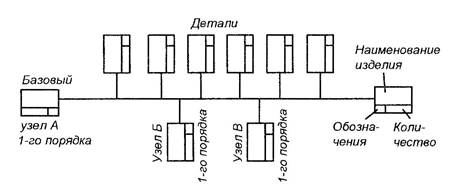
Рис. 6.5. Схема общей сборки изделия
При необходимости на схемах сборки указывают контрольные операции, делают дополнительные надписи, определяющие содержание сборочных и контрольных операций, например «нагреть», «запрессовать», «отрегулировать зазор», «контролировать зазор» и т.п.
Технологические схемы сборки одного и того же изделия могут быть разработаны в нескольких вариантах с различной последовательностью выполнения операций. Оптимальный вариант выбирают из условия обеспечения заданного качества сборки, экономичности и производительности процесса при заданной программе выпуска изделий.
Составление технологических схем сборки целесообразно для любого типа производства, так как они значительно упрощают проектирование сборочных процессов и облегчают оценку конструкции изделия с точки зрения ее технологичности. На основе схем общей и узловой сборки разрабатывают технологические процессы сборки и составляют технологические, маршрутные и операционные карты сборки. Маршрутная карта сборки — это документ, содержащий описание технологического процесса сборки по операциям. Применяют маршрутные карты, как правило, в мелкосерийном и единичном производстве. Операционная карта сборки содержит более подробное описание операций с разбивкой их по переходам. В серийном и массовом производстве операционные карты сборки разрабатывают отдельно на каждую сборочную операцию.
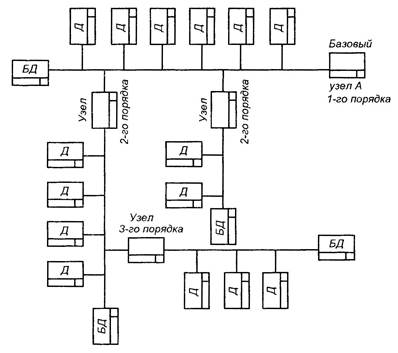
Рис. 6.6. Схема узловой сборки: БД — базовая деталь; Д — деталь
Проектирование сборочных операций. Сборочные операции проектируют на основе технологических схем сборки. При разработке содержания сборочных операций следует учитывать, что при поточном методе сборки трудоемкость операции должна быть равна (несколько меньше) такту сборки или кратна ему. Для каждой сборочной операции уточняют содержание технологических переходов, определяют схему базирования и закрепления базового элемента (детали, узла), выбирают технологическое оборудование, приспособления, рабочий и измерительный инструмент, устанавливают режимы работы, норму времени и разряд работы. При этом выполняют необходимые технологические расчеты, подтверждающие обоснованность выбора оборудования, технологической оснастки и режимов работы. К ним относятся: определение усилия запрессовки при сборке соединений с натягом или при клепке, температуры нагрева или охлаждения при сборке деталей с тепловым воздействием и др.
Нормирование сборочных работ ведется по нормам времени, которые устанавливают опытно-статическим методом и методом пробных сборок, применяя хронометраж отдельных операций.
Оценка эффективности разработанных вариантов технологического процесса сборки производится на основе абсолютных и относительных показателей. К абсолютным показателям относятся себестоимость отдельных операций и процесса сборки в целом, трудоемкость сборки узлов и всего изделия. Относительные показатели — коэффициент загрузки каждого сборочного места, коэффициент трудоемкости сборочного процесса (отношение трудоемкости сборки к трудоемкости изготовления деталей, входящих в собираемое изделие). Коэффициент для единичного и мелкосерийного производства составляет примерно 0,5, для серийного 0,3—0,4. Чем меньше этот коэффициент, тем выше уровень механизации сборочных работ. При большом удельном весе в составе собираемого изделия покупных деталей и узлов целесообразно вместо коэффициента трудоемкости использовать коэффициент себестоимости сборочного процесса, который равен отношению себестоимости сборки к себестоимости изготовления.
Технологическая документация сборочных процессов включает сборочные чертежи, технологические схемы узловой и общей сборки, маршрутную и операционные карты сборки. В сборочной маршрутной карте приводится перечень сборочных операций с указанием данных об оборудовании и оснастке, норм времени, разряда работы и расчетных норм времени по технологическим переходам.
Для реализации разработанного процесса сборки проектируют необходимое технологическое оборудование и оснастку: испытательные стенды, приспособления, специальные слесарные инструменты и измерительные средства и т.д. Заключительным этапом проектирования сборочного процесса является разработка планировки участка сборки. Основными путями повышения технико-экономической эффективности процессов сборки являются механизация и автоматизация сборочных операций на основе современных средств технологического оснащения и рациональная организация производства.

