 2020-05-11
2020-05-11 173
173Вопрос: Сварка чугуна.
Чугунами называют железоуглеродистые сплавы, содержащие углерода свыше 2,0%. Распространенные марки чугунов обычно содержат 2,5—4% углерода, 1—4,5% кремния, 0,2—1,5% марганца, примесь фосфора и серы.
Углерод в чугуне находится либо в химически связанном состоянии (карбиды железа в виде ледебурита, первичного и вторичного цементита), либо в свободном состоянии, т. е. в виде графита. Поэтому структура чугуна зависит от количества углерода, находящегося в химически связанном состоянии и может быть: перлито-графитовая; феррито-перлито-графитовая; феррито-графитовая.
Чугуны различают по структуре, способам изготовления, химическому составу и назначению.
В зависимости от структуры различают следующие виды чугунов: белый и серый.
Способы сварки
Сварка чугуна применяется в ремонтных целях и для изготовления сварнолитых конструкций. К сварным соединениям чугунных деталей в зависимости от типа и условий эксплуатации предъявляют требования по механической прочности, плотности (водонепроницаемость, газо-непроницаемость) и обрабатываемости режущим инструментом. Обеспечить эти требования при сварке весьма сложно из-за физико-химических особенностей чугуна.
Трудности, возникающие при сварке чугуна, обусловлены, как правило, низкой стойкостью металла сварного соединения против образования трещин и плохой его обрабатываемостью на механических станках.
Низкая стойкость основного металла и металла околошовной зоны против образования трещин характерна для чугуна пониженным запасом деформационной способности (пониженная прочность и пластичность).
Указанные особенности чугуна являются следствием нарушения сплошности его металлической основы включениями графита, а также склонностью его к отбелке и закалке даже при небольших скоростях охлаждения. Эти свойства чугуна определяются высоким содержанием углерода в нем.
Соединение чугунных деталей между собой выполняют газовой сваркой, пайкой, термитной сваркой, литейной сваркой, электродуговой сваркой и электрошлаковой.
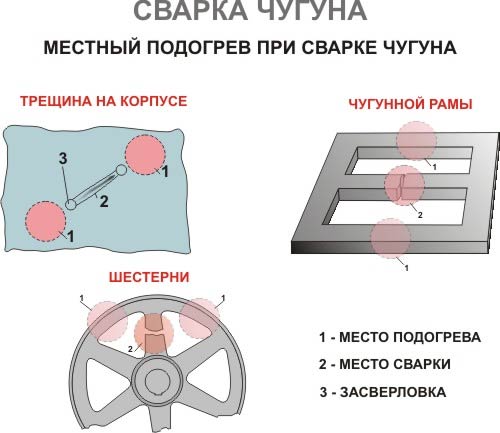
Сварку ведут без подогрева (холодный способ сварки), с местным подогревом и с общим подогревом всего изделия. Для дуговой сварки используют угольные, графитовые, стальные и легированные электроды, а также электроды из цветных металлов.
Подготовку мест под сварку выполняют механическим путем или огневым способом. Для удержания расплавленного металла сварочной ванны (чугун жидкотекуч) применяют специальные формовки.
Назначение формовки — удерживать расплавленный металл. Формовочная масса имеет следующий состав* кварцевый песок, замешанный на жидком стекле 40%, формовочная земля 30% и белая глина 30%.
Подготовленная к сварке деталь подвергается общему или местному подогреву до температуры 350—450° С. Иногда для особо сложных деталей подогрев производят до температуры 550—600° С.
Сварку выполняют как на переменном, так и на постоянном токе. Величину тока подбирают из расчета 50—90а на 1мм диаметра электрода.
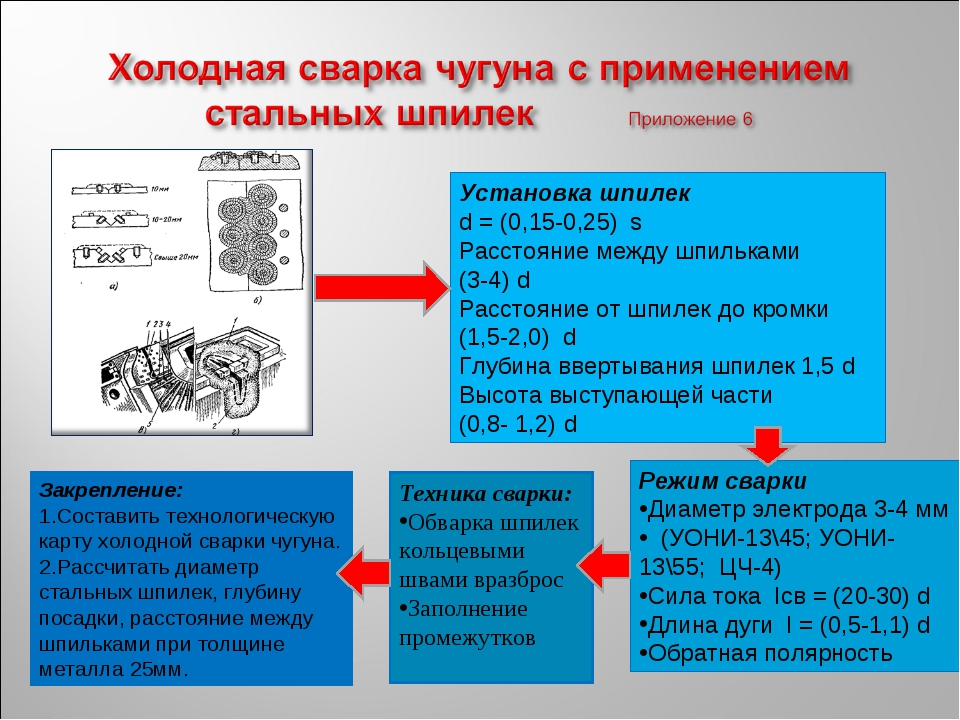
Холодная сварка чугуна. Холодная сварка чугуна — это такой способ сварки, когда местный или общий подогрев изделия отсутствует. Холодную сварку чугуна производят стальными электродами, электродами из цветных металлов и электродами из аустенитного чугуна.
Сварку выполняют с предварительным местным или общим подогревом. Скос кромок делают односторонний V-образный с углом разделки 90°. Присадочный материал применяют в виде чугунных стержней диаметром 4, 6, 8, 10, 12 мм и длиной 250...450 мм. При сварке массивных деталей с предварительным подогревом применяют прутки марки А, а в остальных случаях - прутки марки Б (ГОСТ 2671-70). Флюс ФСЧ-1 (23% плавленой буры, 27% безводного углекислого натрия и 50% азотнокислого натрия) в порошкообразном виде периодически подсыпают в расплавленный металл шва. В процессе сварки пруток погружают во флюс и переносят его в сварочную ванну. Допускается также применять в качестве флюса только прокаленную буру. Удельная мощность пламени должна составлять 100... 120 л/ч. Пламя должно быть нейтральным или с небольшим избытком ацетилена.
Можно производить сварку двумя горелками: одной подогревают сварочную ванну, второй производят сварку и расплавление присадочного прутка. После сварки необходимо обеспечить медленное охлаждение изделия. Для этого его покрывают асбестом или слоем песка. Рекомендуется произвести отжиг заваренных деталей и охлаждение вместе с печью. На практике применяют разработанную в НИИ автогенмашем сварку чугуна, сущность которой заключается в том, что свариваемые кромки изделия подогревают не до расплавления, а до 800...850° С. В разделку кромок вводят флюс, а затем наплавляют металл.
Присадочными стержнями служат прутки марки НЧ-1 или НЧ-2 (ГОСТ 2671-70), покрытые флюсом. Флюсы-пасты содержат 5% двуокиси титана, 10% азотнокислого калия, 12% фтористого натрия, 40% плавленой буры, 11% ферротитана, 15% углекислого лития, 7% железного порошка и 7 массовых частей керосина на 50 частей сухой смеси. Допускается применение флюса ФСЧ-1 при использовании прутков НЧ-1 и флюса ФСЧ-2 (18% буры, 25% кальцинированной соды, 56,5% натриевой селитры, 0,5% углекислого лития) при сварке прутками НЧ-2. Место сварки тщательно очищают, после чего изделия подвергают местному или общему подогреву до 300...400°С восстановительным пламенем горелки.
Свариваемые кромки покрывают слоем пасты и нагревают нормальным пламенем горелки до температуры 750......790° С. Паста плавится и покрывает тонким слоем поверхность кромок. Сварку ведут справа налево. После заварки сварное соединение подвергают медленному охлаждению. Шов получается плотным и хорошо поддается механической обработке.
Применяют также низкотемпературную пайко-сварку латунными припоями. Кромки подготовляют механической обработкой и очищают от жировых пятен протиркой растворителем (бензин, ацетон и др.). После предварительного нагрева до 300...400° С на кромки наносят флюс марки ФПСН-1, содержащий (по массе) 25% углекислого лития, 25% кальцинированной соды, 50% борной кислоты. Процесс пайкосварки ведут нормальным пламенем. Используют припои марки ЛОК-59-1-0,3 (ГОСТ 16130-72). Пламенем горелки расплавляют конец прутка припоя и заполняют разделку шва металлом припоя. После затвердевания металла производят проковку металла шва медным молотком.
вопрос: Сварка цветных металлов и сплавов.








