 2020-05-11
2020-05-11 945
945В промышленности и строительстве наиболее часто используют сплавы двух групп алюминия:
1. Литейные для отливок фасонных деталей сложной конфигурации (сплавы системы Al-S, Al-Mg, Al-Си и др).
В практике сварки приходится иметь дело с алюминиево-марганцовистыми сплавами типа AM, алюминиево-марганцовыми типа АМг, алюминиево-медными типа Д (дуралюмин) и алюминиево-кремнистыми типа АС (силумин). Большинство из них могут быть упрочнены термообработкой.
2. Деформируемые для изготовления деталей различными методами обработки давлением, в свою очередь подразделяемые на упрочняемые и неупрочняемые термообработкой.
Основные трудности сварки, алюминия и его сплавов вызываются:
· низкой температурой плавления,
· высокой теплопроводностью,
· сильной окислительностью с образованием тугоплавких окислов,
· сложностью определения степени нагрева (при нагревании и плавлении алюминий не изменяет своего цвета),
· большой литейной усадкой и хрупкостью при температурах 400-500 С.
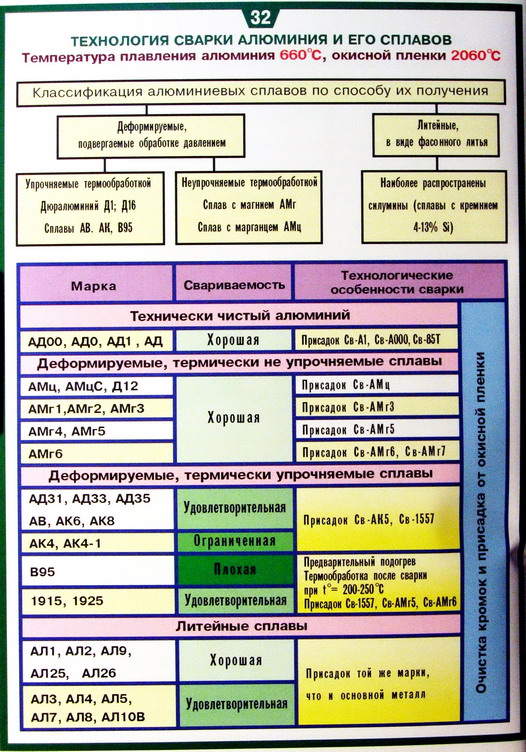
Окисная пленка на поверхности алюминия сильно затрудняет процесс сварки, ее удаляют перед сваркой механически или травлением в щелочах.
При подготовке деталей под сварку со свариваемых кромок устраняют поверхностные загрязнения.
В качестве растворителей применяют уайт-спирит, технический ацетон, растворители РС-1 и РС-2. Обезжиривание осуществляют в водном растворе состава, чл: 40- 50 технического тринатрийфосфата (Na3P04-12Н20), 40-50 кальцинированной соды (Na2C02), 25-30 жидкого стекла (Na2S03) при температуре 60-70 С и времени обработки 4-5 мин.
Затем удаляют пленку окислов, образовавшуюся в результате длительного хранения деталей и содержащую значительное количество адсорбированной влаги. Пленку удаляют металлической щеткой или шабрением. После зачистки кромки вновь обезжиривают растворителем. ~1родолжителыюсть хранения обработанных таким образом заготовок до начала сварки не должна превышать 2-3 ч.
При больших объемах сварки однотипных деталей их механическую обработку поверхностей можно заменить травлением в щелочных ваннах по следующей технологии: обезжиривание в растворителе; травление в течение 1-2 мин в водном растворе (45-50 гл) 1аОН при температуре 60-70 С для неплакированных материалов (при необходимости снятия технологической плакировки, например на сплаве АМгб, время травления выбирают из расчета 2,5-3 мин на каждые 0,01 мм ее толщины); промывка в проточной воде при температуре 60-80 С, а затем в холодной воде; осветление в 30 %-ном водном растворе HN03 при 20 С в течение 1-2 мин или 15 %-ном водном растворе HN03 при 60сС в течение 2 мин; промывка в холодной, а затем горячей (60-70 СС) проточной воде; сушка горячим сухим воздухом (80-90 С).
При сварке деталей из сплавов алюминия, содержащих магний (сплав АМгб), кромки и особенно торцовые поверхности деталей необходимо зачищать шабером.
Основные типы соединений, применяемые при сварке деталей из алюминиевых сплавов, приведены в табл. 23 и оговорены ГОСТ 14806-80.
Ацетилено- кислородную сварку алюминиевых сплавов выполняют нормальным пламенем при соотношении кислорода к горючему р = = 1,0+1,1.
Мощность пламени устанавливают в зависимости от толщины свариваемого металла:
В качестве присадочного материала при сварке чистого алюминия применяют проволоку того же химического состава, что и основной металл.
Диаметр присадочной проволоки зависит от толщины свариваемого металла:
Сварка бронзы
Бронзы представляют собой сплавы меди, содержащие не более – 4-5 % Zn. Главными легирующими компонентами бронз являются алюминий, марганец, кремний, бериллий, олово, хром. Бронзы могут иметь и сложный состав при легировании сразу несколькими компонентами: например, бронза Бр.КМцЗ-1 содержит 3 % S и 1 % Мп, бронза Бр.ОФ6,5-0,4-6,5 % Sn и 0,4 % Р, бронза Бр.ОЦС4-4-4- 4% Sn, 4 %Zn, 4% Sb (наличие в составе бронзы, мышьяка или свинца ухудшает их свариваемость).

Газовую сварку бронз применяют при ремонте изделий, исправление брака литья, наплавке поверхностей деталей, работающих на трение и др.
Основным затруднением при сварке бронз является выгорание легирующих примесей, что приводит к пористости металла шва.
Сварку оловянистых бронз выполняют строго нормальным пламенем. Избыток кислорода в смеси вызывает выгорание олова. Избыток горючего приводит к возникновению пористости в металле шва.
Мощность пламени горелки устанавливают из расчета 100–120 лч ацетилена на 1 мм свариваемой толщины. Бронза очень жидкотекуча. Поэтому ее сварку производят в нижнем положении.
В качестве присадочного материала применяют бронзовые прутки, близкие по химическому составу основному металлу. Фосфор является хорошим раскислителем, по этой причине в качестве присадочных прутков рекомендуют применять бронзу Бр.ОФ6,5-0,4. Флюсы при сварке применяют те же, что и при сварке меди (см. табл. 21).
Сварку алюминиевых бронз выполняют нормативным пламенем. Главная трудность – окисление алюминия с образованием на поверхности сварочной ванны тугоплавкой окисной пленки, препятствующей сплавлению. Присадочный материал – прутки того же состава, что и основной металл. Флюс тот же, что и при сварке меди. При повышенном Содержании алюминия (до 11 %) рекомендуют более активные флюсы.
Сварку кремнистых бронз выполняют нормальным пламенем. Мощность пламени такая же, как и при сварке алюминиевых бронз. Присадочный металл по составу должен соответствовать основному металлу. Флюсы применяют те же, что и при сварке меди и латуни. Эти бронзы хорошо свариваются; иногда их можно сваривать и без флюса, так как в их состав входят сильные раскислители – кремний и марганец.
Сварка хромистых бронз, например Бр.Х0,5, а также бериллие-вых бронз не вызывает осложнений и выполняется теми же приемами (и режимами), что и сварка алюминиевых и кремнистых бронз. Окислы хрома и особенно окислы бериллия токсичны, поэтому при сварке следует обеспечивать хорошую вентиляцию и защиту оператора-сварщика.
Сварка меди
В промышленности используют медь различных марок (ГОСТ 859-78). Медь при обычных температурах инертна, однако при нагреве она сильно реагирует с кислородом, серой, фосфором и галогенами, с водородом образует неустойчивый гидрид СиН, с углеродом – ацетиленистую медь Си2С2 (взрывчатую), с азотом не реагирует.

Высокая тепло- и температуропроводность меди приводят к то: му, 4fo при ее сварке имеют место значительные скорости охлаждения сварочной ванны, снижения времени пребывания сварочной ванны в жидком состоянии. Это вызывает необходимость вести процесс при увеличенной мощности пламени и предварительном или сопутствующем подогреве изделия. Медь имеет высокую жидкотекучесть, поэтому ее сварку предпочтительно вести в нижнем положении. Она имеет большой коэффициент линейного расширения, что с целью снижения деформаций вызывает необходимость выполнять сварку в кондукторе или по прихваткам.
Для сварки меди используют нейтральное ацетнлено-кислородное пламя р= 1-4-1,05. Пламя заменителей ацетилена непригодно из-за его окислительных свойств и малой тепловой мощности. Сварку деталей толщиной более 10 мм выполняютдвумя горелками, из которых одной осуществляют подогрев, другой – сварку. Мощность пламени горелки- устанавливают из условия 150-200 лч ацетилена на 1 мм свариваемой толщины.
Сварку ведут в один проход левым способом, с усилением шва больше, чем обычно, для того чтобы из него вывести поры. После сварки шов рекомендуется проковывать: при толщине листов до 4 мм в холодном состоянии, при больших толщинах – при температуре 500-600 “С. Для придания соединению после проковки высокой вязкости шов и прилегающую к нему зону основного металла нагревают до 550-600 “С и быстро охлаждают в воде.
При сварке меди используют флюс, наносимый на зачищенные и обезжиренные кромки на ширину 10-15 мм с обеих сторон. Дополнительно его также вносят в сварочную ванную нагретым присадочным прутком.
В качестве присадочного материала применяют проволоку марки MCpl (ГОСТ 16130-72) или медные проволоки марок МО и Ml, Диаметр присадочной проволоки выбирают от толщины свариваемых изделий.
· Контрольные вопросы
· Как влияют углерод и кремний на структуру и свойства чугуна?
· Какие способы сварки чугуна существуют?
· В чем особенность холодной сварки чугуна?
· В чем особенность горячей сварки чугуна?
· Какие электроды применяют для дуговой сварки чугуна?
· В чем состоит трудность сварки меди?
· В чем состоят технологические особенности сварки латуни?
· В чем состоит техника сварки бронзы?








