 2020-06-08
2020-06-08 277
277Что такое опока? В современном государственном стандарте приведено такое определение: «Опока — приспособление для удержания формовочной смеси при изготовлении литейной формы, транспортирования ее при заливке жидким металлом». Другими словами — это жесткий деревянный или металлический жакет, который обеспечивает прочность элемента литейной формы и собранной формы при всех необходимых операциях ее изготовления и использования. Опоки не только облегчают проведение этих операций, но и обеспечивают возможность выполнения ряда таких приемов, которые без них невозможны. Тем самым они упрощают и сам технологический процесс получения особенно сложных отливок.
Форма, изготовленная в опоках, всегда разъемная. Минимальное число опок в ней — две36, когда имеется один разъем формы — например, древние глиняные или каменные формы из двух половинок (см. рис. 101). Но для сложных отливок может быть и большее число опок, аналогично числу кусков формы, показанных на рис. 107.
Опоки могут быть универсальными, пригодными для изготовления форм оливок разно образных конструкций, или специальными для литейных форм определенного типа отливок, как, например, при литье пушек. Универсальные опоки обычно имеют прямоугольную форму в плане.
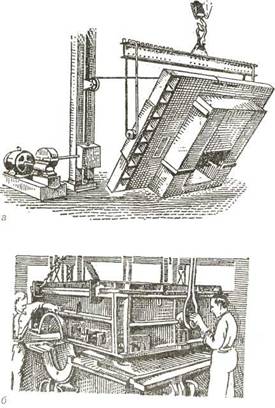
Рис. 171. Операции изготовления отливок в крупных опоках [45]: а — кантовка полуформ; б — сборка формы
Одним из важных преимуществ изготовления литейных форм в опоках стала возможность использования влажных сыпучих материалов — песчано-глинистых смесей не только для стационарных форм, изготавливаемых в почве (см. рис. 98), но и для форм, которые перемещают и подвергают разным манипуляциям. Необходимая прочность таких формовочных смесей обеспечивается уплотнением их в опоке. Иногда ее увеличивают последующей сушкой рабочей поверхности, оформляющей отливку. Ранее элементы разборной формы «лепили» из быстросхватывающихся пластичных материалов: глины, гипса, глины с гипсом и др.
Операции сборки, разборки, транспортировки легких форм в небольших опоках при литье мелких отливок выполняли вручную. Для крупных форм использовали подъемно-транспортное оборудование и другие механизмы (рис. 171). Для этого опоки должны иметь соответствующие конструктивные элементы: ручки и цапфы для транспортировки, штыри и отверстия для их установки (чтобы центрировать части формы при сборке), элементы для скрепления собранной формы и т.д.
Когда появились опоки? Первое широкое применение опок обычно связывают с именем уже упоминавшегося Г. Монжа. Применение опок было вызвано тогда острой необходимостью повысить производительность труда при массовом производстве пушек для защиты Французской революции. В результате родился изложенный в гл. 4 способ «быстрого литья» пушек.
Н. Н. Рубцов приводит косвенные данные о возможном использовании опок для тех же целей в России уже в первой половине XVII в. [13]. Вполне вероятно, что где-то применяли и ранее что-то похожее на деревянные жакеты, особенно при изготовлении мелких форм. Но совершенно очевидно, что повсеместное распространение опоки получили лишь после промышленной революции XVII в., когда возникла настоятельная необходимость производить большое количество одинаковых отливок для разнообразных машинных орудий труда и энергоустановок.
Появившись для промышленных целей, опоки стали применяться для художественных отливок как относительно простых, так и сложных. В ряде случаев одни и те же приемы используют для получения машиностроительных и художественных отливок.
Вот несколько примеров. Ажурную литую вазу (рис. 172) проще всего изготовить по частям: верхнюю тарелку, нижнее основание, тоже похожее на тарелку, и стойку вазы. Из этих частей затем собирают изделие, скрепляя части болтами. Рассмотрим процесс изготовления литейной формы для тарелки вазы (рис. 173). На гладкий модельный щиток (плиту) / устанавливают модель тарелки 2 в положении, позволяющем извлечь ее из формы, и опоку 3 (рис. 173, а). При массовом производстве таких изделий обычно используют специальную деревянную или металлическую модель-копию, которой можно пользоваться многократно. Так как в рассматриваемом случае металл целесообразно заливать через зону в дне тарелки, которая при сборке будет закрыта стойкой вазы, именно на это место устанавливают модель литниковой системы 4. Модель припыливают разделительным составом, опоку заполняют формовочной смесью и уплотняют ее. Затем извлекают модель литниковой системы и полученную полуформу (верхнюю) переворачивают и устанавливают на щиток в положение, показанное на рис. 173. б.

Рис. 172. Литая ажурная ваза. Чугун. Касли [25]
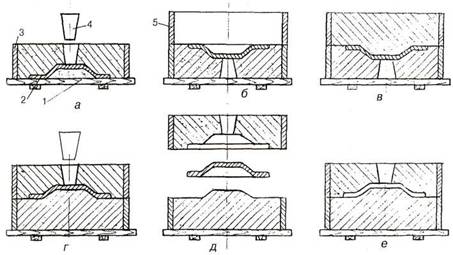
Рис. 173. Схема процесса формовки тарелки ажурной вазы по неразъемной модели

Рис, 174. Возможный профиль ажурных тарелок: односторонний (а) и двусторонний (б) ажур
Ажурная тарелка имеет просветы (рис. 174) и при изготовлении верхней полуформы формовочная смесь проникает через них под тарелку. После поворота полуформы эту смесь удаляют. Если профиль тарелки имеет вид одностороннего ажура (рис. 174, а), то достаточно тщательно загладить ее поверхность, чтобы в последующем тарелку можно было извлечь из формы. Если тарелка имеет двусторонний ажур (рис. 174, б), то необходимо срезать лишнюю смесь по осевой линии стенки. Только в этом случае тарелку можно было извлечь из формы. Эта операция называется «подрезка», а весь процесс — «формовка с подрезкой». Затем устанавливают по центрирующим элементам нижнюю опоку 5 (рис. 173, б), припыливают поверхность модели и полуформы разделительным составом и, аналогично верхней, готовят нижнюю полуформу (в). Таким образом, получается форма из двух полуформ, в перевернутом положении («вверх ногами»). Теперь ее необходимо перевернуть (г), разобрать, чтобы извлечь модель (д), и снова собрать (е). Форма готова к заливке.
Можно еще упростить процесс изготовления формы, если начать се изготовление не с верхней, а с нижней полуформы. Для этого необходим специальный профильный модельный щиток с гнездом, в котором модель устанавливают сразу в положение, показанное на рис. 173, б. Для этой цели можно также использовать предварительно изготовленную верхнюю полуформу, но без литниковой системы. Такую полуформу называют фальшивой, так как ее используют (причем многократно) только для начальной установки модели. После этого изготавливают нижнюю полуформу (рис. 173, в), затем по нижней — верхнюю (г) и далее, как в первом варианте. В этом случае не приходится переворачивать уже готовую форму. Такой процесс называют «формовка с фальшивой опокой». Подобные схемы формовки можно использовать для получения таких отливок, как крышка и корпус шкатулки (рис. 48), различных ажурных решеток, а в машиностроении, например, для отливок типа колес, когда их изготавливают по целиковой неразъемной модели.
Для упрощения формовки в опоке используют разъемные составные модели для получения цельнолитых изделий. Например, конструкция тройника (рис. 175, а). В случае неразъемной модели для этой отливки, очевидно, не удастся изготовить форму без приемов с подрезкой или формовки с фальшивой опокой. При разъемной модели (рис. 175, б) можно начинать изготовление нижней полуформы с установки половины модели на нижнюю плиту. На рис. 175, б — это верхняя половина модели, так как она не имеет выступающих круглых шипов, в ней изготавливают гнезда для центровки с нижней половиной по шипам. После поворота готовой нижней полуформы на нижнюю половину модели устанавливают вторую половину и изготавливают верхнюю полуформу. Разобрать форму и извлечь модели можно без всяких подрезок. Необходимые стержни для оформления внутренних полостей отливки изготавливают в специальных стержневых ящиках и устанавливают их в форму после извлечения модели при сборке формы.

Рис. 175. Разъемная модель детали тройник: а — чертеж отливки со стрежнями; б — модель отливки без подрезок
Применение разъемных моделей позволяет изготавливать полуформы для форм сложных отливок на разных позициях независимо, а затем собирать форму из этих полуформ. Такой вариант имеет решающее значение для создания достаточно простых по компоновке формовочных машин, в том числе и автоматических комплексов.
___________
36 Может быть и одна опока в форме, если вторая половина формы расположена (выполнена) в почве — так называемый способ формовки в почве с верхней опокой.








