2020-06-08
2020-06-08 1191
1191Рис. 144. Примеры соединения деталей из тонколистового металла: 1 — заклёпочное соединение; 2 — фальцевый шов
Заклёпка — крепёжная деталь из мягкой стали, меди или алюминия. Она состоит из закладной головки, стержня и замыкающей головки. Заклёпки бывают с полукруглой головкой (рис. 145, а), полупотайной (рис. 145, б), потайной (рис. 145, в); трубчатые (рис. 145, г) и др. Диаметр заклёпки зависит от толщины соединяемых деталей.
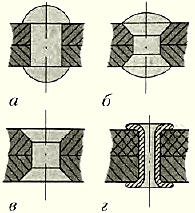
Рис. 145. Виды заклёпок: а — с полукруглой головкой; б — с полупотайной головкой; в — с потайной головкой; г — трубчатая
Чтобы соединить детали заклёпками, сначала размечают и накернивают в деталях центры будущих отверстий. После чего сверлят отверстия дрелью или на сверлильном станке. Часто сверление выполняют одновременно в двух деталях, скрепив их струбциной (рис. 146) или в тисках.
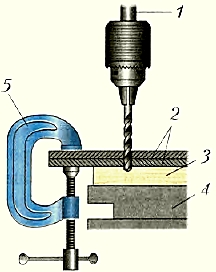
Рис. 146. Сверление отверстий под заклёпку: 1 — шпиндель сверлильного станка; 2 — детали; 3 — деревянный брусок; 4 — стол станка; 5 — струбцина
Диаметр отверстия D должен быть на 0,1...0,2 мм больше, чем диаметр стержня заклёпки d (рис. 147, а).

Рис. 147. Последовательность получения заклёпочного соединения: а — подготовка отверстия под заклёпку; б — размещение заклёпки в отверстии; в — осаживание деталей: 1 — заклёпка; 2 — поддержка; 3 — детали; 4 — натяжка
После этого заклёпку устанавливают в отверстие, причём стержень заклёпки должен выступать над поверхностью детали на (1,3...1,6) х d (рис. 147, б). Закладную головку заклёпки (рис. 147, в) помещают в выемку металлического бруска, называемого поддержкой. Головку прижимают специальным инструментом — патяжкой и ударами молотка по натяжке осаживают (сближают) детали одну с другой.
Затем ударами молотка расклёпывают замыкающую головку (рис. 148, а) и придают ей правильную форму с помощью специального инструмента — обжимки (рис. 148, б). Этот инструмент имеет на рабочей части лунку, совпадающую с формой будущей замыкающей головки заклёпки.
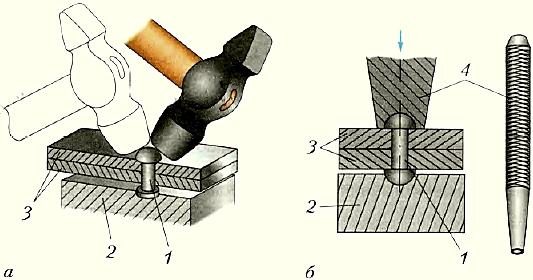
Рис. 148. Формирование головки заклёпки: а — молотком; б — обжимкой: 1 — заклёпка; 2 — поддержка; 3 — детали; 4 — обжимка
При выполнении всех перечисленных операций соединяемые детали должны быть плотно прижаты одна к другой, например струбциной. Иначе при ударах молотком заклёпки согнутся, и заклёпочное соединение не получится.
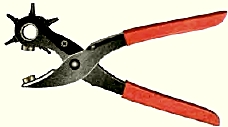
Детали из листовой пластмассы соединяют между собой или с деталями из листового металла также с помощью заклёпок. Для соединения тонких пластмассовых листов (толщиной 0,8...1,3 мм), кожи, толстых тканей трубчатыми заклёпками диаметром 4 мм можно использовать универсальные щипцы-пробойник (рис. 149). Этот инструмент позволяет также пробивать отверстия в коже и толстых тканях диаметром 2,5...4 мм.