 2020-07-12
2020-07-12 248
248Оборудование, технические средства и инструменты:
1. Тетрадь для практических работ
2. Комплект штангенинструментов (штангенциркуль, штангенрейсмас, штангенглубиномер).
3. Технические детали в ассортименте.
4. Набор концевых мер длины.
Ход практического занятия:
1. Выполнить эскиз детали.
2. Измерить все размеры детали.
3. Нанести размеры на эскиз.
4. Оценить погрешность штангенциркуля набором из концевых мер длины.
5. Результаты оценки погрешности штангенциркуля занесите в таблицу 9.1.
6. Сделать вывод о проделанной работе.
7. Оформление отчёта и подготовка его к сдаче.
Теоретический материал:
При обработке деталей машиностроения выдерживают размеры, форму, шероховатость и другие геометрические параметры поверхностей. При контроле готовых деталей производят большое число измерений с использованием механических средств измерений длины, к которым относятся концевые меры длины и штангенинструменты.
Концевые меры длиныимеют вид прямоугольного параллелепипеда с двумя взаимно параллельными измерительными плоскостями. Каждая из этих мер воспроизводит один фиксированный размер с высокой точностью. Так как измерительные плоскости имеют очень малую шероховатость, то две меры легко притираются одна к другой и сцепляются, образуя уже другой фиксированный линейный размер, т.е. другую меру. Таким образом, соблюдая правила обращения с концевыми мерами длины, можно составить из них практически любой фиксированный размер. Используют концевые меры длины для проверки измерительных приборов и их установки в нулевое положение в процессе измерений.
Штангенинструментыявляются средствами для линейных измерений, у которых отчетные устройства основаны на применении линейного нониуса. Принцип построения нониуса заключается в совмещении двух шкал с неодинаковой ценой деления, основной и вспомогательной (нониуса). На производстве используют штангенциркули, штангенглубиномеры, штангенрейсмасы и др.
Штангенциркуль (рисунок 9.1) состоит из штанги 2 и подвижной рамки 1. На штанге нанесена шкала с ценой деления 1 мм, а на скосе рамки — вспомогательная шкала, называемая нониусом, с ценой деления 0,9 мм. Имеются две измерительные губки 4 и 5. Неподвижная губка 5 является неотъемлемой частью штанги 2, а подвижная губка 4 — неотъемлемой частью рамки 1. Рамка 1 жестко связана с линейкой 3 глубиномера для измерения глубины С. Измерительные губки двусторонние. Одна сторона губок используется для измерения внутренних размеров типа А, а другая — для измерения наружных размеров типа В.
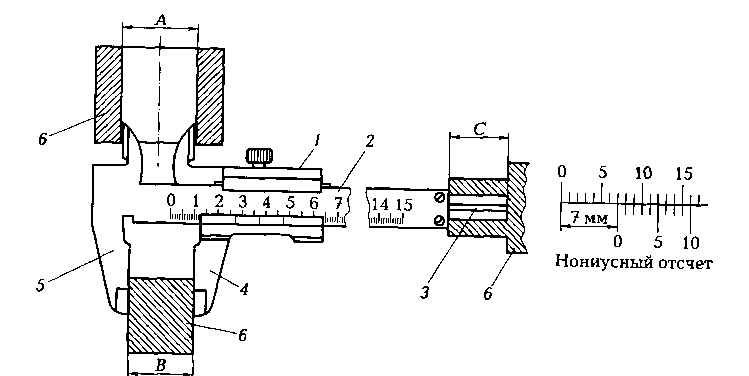
Рисунок 9.1 - Схема измерения штангенциркулем:
1 - подвижная рамка с нониусной шкалой; 2 - штанга с основной шкалой; 3 - линейка глубиномера; 4 - подвижная губка; 5 - неподвижная губка; 6 - измеряемая деталь; А, С, В— измеряемые параметры
Если соединить подвижную губку с неподвижной (измеряемый размер равен нулю), то совпадут нули на обеих шкалах. Однако первая (после нулевой) отметка нониусной шкалы будет смещена относительно первой (после нулевой) отметки основной шкалы на 0,1 мм. Соответственно вторые отметки шкал будут смещены на 0,2 мм и т.д. Результат измерения размера (рисунок 9.1) отсчитывают по двум шкалам. По основной шкале отсчитывают целые значения измеряемого размера (7 мм), а по нониусной шкале — доли миллиметра (0,1 мм). В некоторых штангенинструментах применяют растянутую нониусную шкалу, которая обеспечивает отсчет показаний до 0,05 мм, или встроенный цифровой индикатор с более точным отсчетом показаний.
Штангенглубиномер (рисунок 9.2) принципиально не отличается от штангенциркуля по принципу отсчета показаний, отличие состоит в конструкции. Рабочими поверхностями штангенглубиномера являются нижняя торцевая поверхность штанги 1 и базовая плоскость основания подвижной рамки 2. В процессе измерения глубины А рамку 2 прижимают плотно к торцу измеряемой детали 3, а штангу 1 перемещают до упора в дно отверстия. Результат измерения определяют по двум шкалам — основной и нониусной.
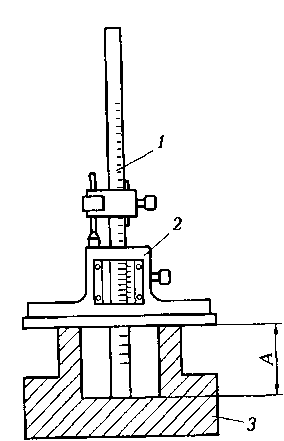
Рисунок 9.2 - Схема измерения штангенглубиномером:
1 — штанга с основной шкалой и рабочей нижней торцевой поверхностью;
2 — подвижная рамка с нониусной шкалой и базовым нижним основанием; 3 — измеряемая деталь; А — измеряемый параметр.
Штангенрейсмас (рисунок 9.3) является основным средством для точной разметки заготовок и может использоваться для измерения некоторых параметров деталей и сборочных единиц. Состоит это устройство из штанги 3, жестко связанной с массивным основанием 2, и подвижной рамки 4, к которой крепят или остро заточенный наконечник 5 для разметки заготовок, или измерительную головку. Штангенрейсмас устанавливают на инструментальную плиту 1 нижней базовой плоскостью основания 2. При соприкосновении нижней плоскости наконечника 5 с поверхностью инструментальной плиты 1 на обеих шкалах совпадут нулевые отметки, т.е. прибор покажет нулевое значение измеряемого параметра. Штангенрейсмас можно использовать для измерения размеров типа В или других размеров при наличии дополнительных принадлежностей для крепления и измерительных головок. Результат измерения определяют по двум шкалам — основной и нониусной.
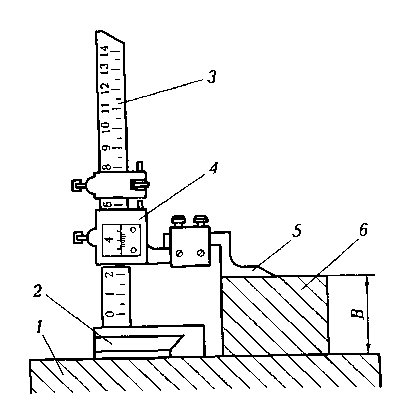
Рисунок 9.3 - Схема измерения штангенрейсмасом:
1 — инструментальная плита; 2 — основание; 3 — штанга с основной шкалой; 4 — подвижная рамка с нониусной шкалой; 5 — наконечник или измерительная головка; 6 — измеряемая деталь; В — измеряемый параметр.
Для определения инструментальной погрешности штангенинструментов можно использовать набор концевых мер длины. Для этих целей создают блок из нескольких концевых мер длины определенного размера и трижды измеряют штангенциркулем полученный размер. Затем определяют действительный размер блока концевых мер, используя действительный размер каждой отдельной меры по аттестату периодической проверки, и сравнивают его со средним арифметическим значением результата измерения. Если полученная разность размеров превышает половину цены деления шкалы штангенинструмента, то его следует отправить в ремонт.
Контрольные вопросы:
1. В чем состоит принцип построения нониусного отсчета?
2. Зачем нужна вторая (нониусная) шкала в штангенглубиномере?
3. Какова точность измерения штангенинструментами?
4. Какие геометрические параметры можно измерить штангенциркулем?
5. Изобразите схему измерения штангенциркулем ширины шпоночного паза.
6. Можно ли определить с помощью штангенциркуля величину радиального зазора в гладком цилиндрическом соединении?
7. Каковы правила обращения с концевыми мерами длины?








