 2020-07-12
2020-07-12 95
95Оборудование, технические средства и инструменты:
1. Тетрадь для практических работ
Ход практического занятия:
1. Выполнить эскиз детали.
2. Измерить все размеры детали.
3. Нанести размеры на эскиз.
4. Оценить погрешность штангенциркуля набором из концевых мер длины.
5. Результаты оценки погрешности штангенциркуля занесите в таблицу 7.1.
6. Сделать вывод о проделанной работе.
7. Оформление отчёта и подготовка его к сдаче.
Теоретический материал:
Предельные калибры применяются для контроля размеров деталей в процессе их изготовления.
Предельные калибры имеют две стороны: проходную ПР и непроходную НЕ, номинальные размеры которых соответствуют предельным размерам контролируемого отверстия или вала.
Номинальный размер стороны ПР у пробок соответствует наименьшему предельному размеру отверстия, а у скоб – наибольшему предельному размеру вала.
Номинальный размер стороны ПР у пробок соответствует наименьшему предельному размеру отверстия, а у скоб – наибольшему предельному размеру вала.
Номинальный размер стороны НЕ у пробок соответствует наибольшему предельному размеру отверстия, а у скоб – наименьшему предельному размеру вала. Поэтому при контроле годными считаются детали, у которых сторона ПР предельного калибра проходит по проверяемой поверхности, а сторона НЕ – не проходит.
Исполнительными называют предельные размеры калибра, по которым изготовляют новый калибр. Для определения этих размеров на чертеже скобы проставляют наименьший предельный размер с положительным отклонением: для пробки и контрольного калибра – их наибольший предельный размер с отрицательным отклонением.
Расчет калибров сводится к определению исполнительных размеров измерительных поверхностей, ограничению отклонений их формы и назначению оптимальной шероховатости.
Виды гладких нерегулируемых калибров для контроля цилиндрических отверстий и валов устанавливает ГОСТ24851-81.
Маркировка калибра. На каждом калибре должны быть нанесены: номинальный диаметр контролируемого отверстия (вала); обозначение поля допуска контролируемого отверстия (вала); числовые величины предельных отклонений контролируемого отверстия (EI – на калибр - пробке ПР, ES - на калибр - пробке НЕ) и контролируемого вала (es – на калибр - cкобе ПР, ei - на калибр - cкобе НЕ); обозначение калибра (например ПР, НЕ, К – И).
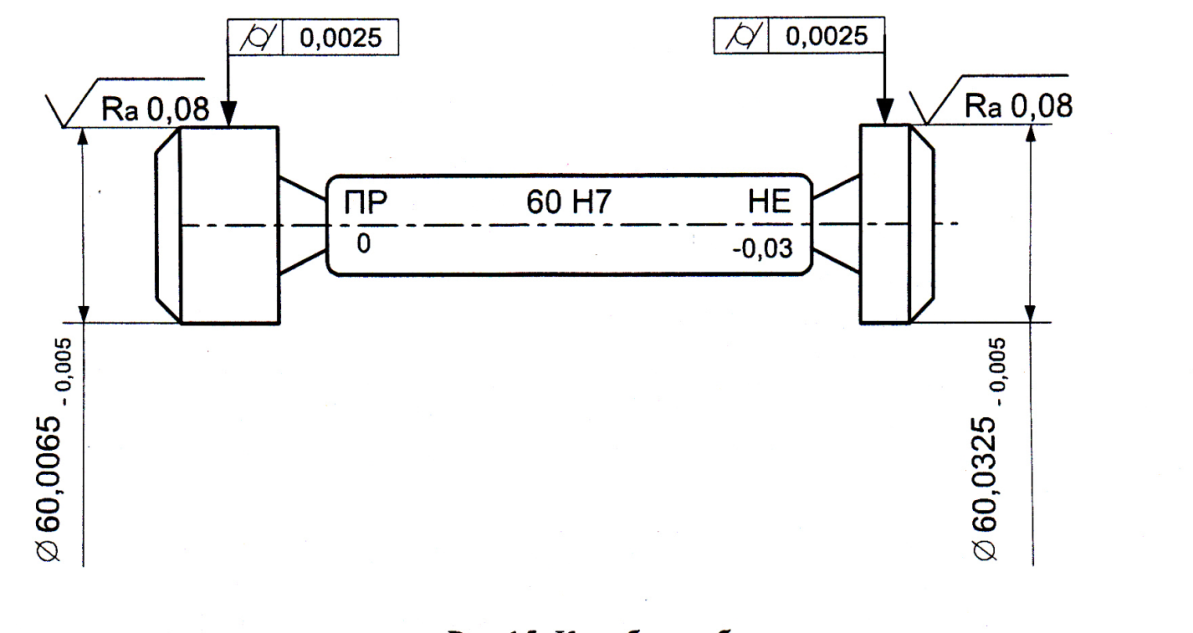
Рисунок 10.1- Калибр – пробка
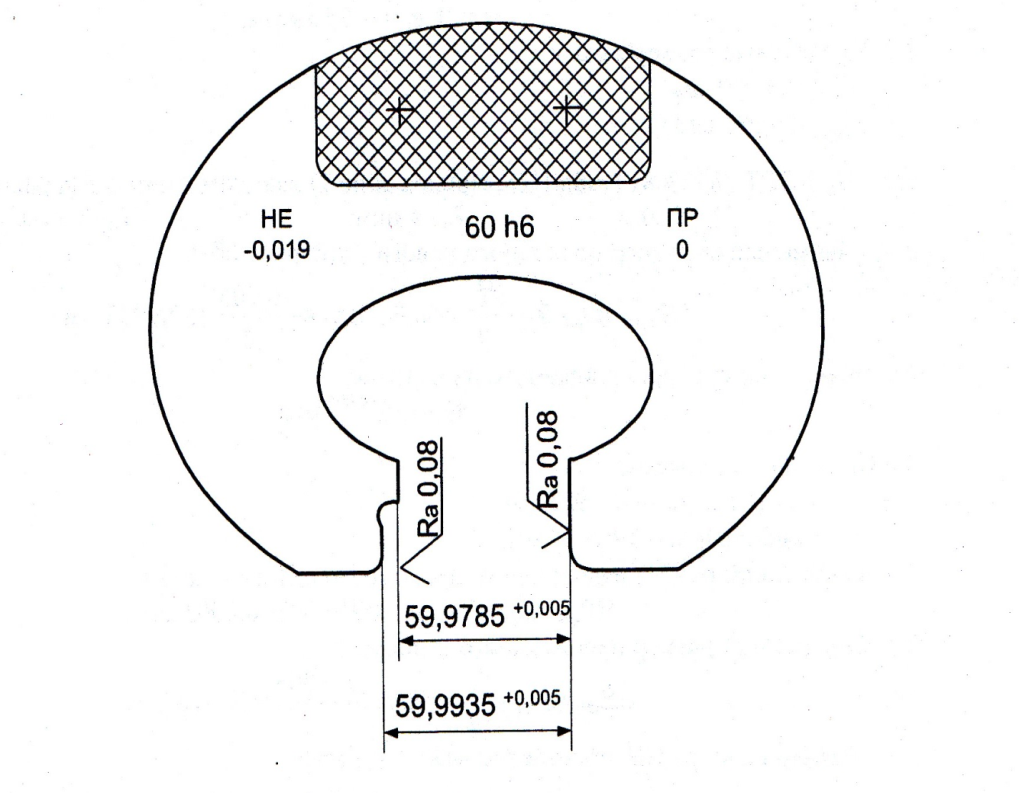
Рисунок 10.2 – Калибр – скоба
Формулы для определения размеров калибров (таблица1.7 ЕСДП т.2 с.10)
- калибр-пробка (для контроля отверстий):








