 2020-06-29
2020-06-29 221
221Исходными данными для определения скорости резания Vc являются:
-марка обрабатываемого материала;
-марка твердого сплава;
-величина подачи S, мм/об.
Необходимо также задаться требуемым периодом стойкости инструмента.
Выбор скорости резания начинается с определения ее начального значения Vcо. Затем определяется действительная скорость резания Vcс учетом требуемой стойкости инструмента и твердости обрабатываемого материала.
Значение начальной скорости резания принимаются из таблиц, например, при обработки материалов группы Р по табл.13. Значения скоростей резания, приведенные в таблице, рассчитаны на базовый период стойкости режущей кромки в 15 мин.
Действительная скорость резания  определяется по формуле:
определяется по формуле:
 ,
,
где  - поправочный коэффициент, зависящий от реальной твердости обрабатываемого материала,
- поправочный коэффициент, зависящий от реальной твердости обрабатываемого материала,
 - поправочный коэффициент для периодов стойкости, отличных от 15 мин.
- поправочный коэффициент для периодов стойкости, отличных от 15 мин.
Значение поправочного коэффициента  определяется по таблице 14.
определяется по таблице 14.
Таблица 14 Значение поправочного коэффициента для периодов стойкости, отличных от 15мин
| Стойкость, мин | 10 | 15 | 20 | 25 | 30 | 45 | 60 |
| Коэффициент коррекции kt | 1,10 | 1,0 | 0,95 | 0,90 | 0,87 | 0,80 | 0,75 |
Режимы резания определенные таким образом носят лишь рекомендательный характер и могут быть использованы при проектных расчетах. Окончательные значения скорости резания и подачи уточняются на стадии отработки технологической операции в производственных условиях.
Таблица 13. Значения скоростей резания при обработке материалов группы Р
| ISO | СМС | ТвердостьHB |
Марка твердого сплава
| ||||||||||||||
| СТ15
| СТ25
| СТ35
| СU45
| РТ10
| |||||||||||||
| S=0,1 мм/об | S=0,4 мм/об | S=0,8 мм/об | S=0,1 мм/об | S=0,4 мм/об | S=0,8 мм/об | S=0,1 мм/об | S=0,5 мм/об | S=1,0 мм/об | S=0,1 мм/об | S=0,5 мм/об | S=1,0 мм/об | S=0,1 мм/об | S=0,3 мм/об | S=0,5 мм/об | |||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 |
| Р | 01.1 | 125 | 430 | 315 | 230 | 400 | 270 | 185 | 300 | 210 | 150 | 160 | 120 | 100 | 370 | 260 | 210 |
| 01.2 | 150 | 400 | 290 | 210 | 370 | 255 | 175 | 270 | 190 | 140 | 150 | 110 | 90 | 350 | 240 | 190 | |
| 01.3 | 170 | 135 | 95 | 130 | 85 | 80 | 300 | 210 | 170 | ||||||||
| 02.1 | 180 | 350 | 245 | 175 | 300 | 200 | 150 | 190 | 125 | 90 | 140 | 100 | 80 | 240 | 160 | 130 | |
| 02.12 | 180 | 330 | 230 | 170 | 270 | 190 | 140 | 140 | 100 | 90 | 120 | 90 | 70 | 220 | 140 | 110 | |
| 02.2 | 275 | 240 | 180 | 115 | 200 | 145 | 140 | 125 | 90 | 80 | 95 | 70 | 60 | 160 | 110 | 90 | |
| 03.11 | 200 | 330 | 230 | 150 | 260 | 175 | 125 | 130 | 90 | 70 | 120 | 90 | 70 | 210 | 140 | ||
| 03.21 | 350 | 150 | 100 | 110 | 80 | 60 | 75 | 50 | 40 | 60 | 40 | 30 | 100 | 70 | |||
| 06.1 | 180 | 240 | 160 | 130 | 215 | 150 | 115 | 120 | 95 | 65 | 90 | 70 | 60 | 190 | 135 | 105 | |
| 06.2 | 200 | 210 | 145 | 110 | 180 | 145 | 110 | 110 | 80 | 55 | 80 | 60 | 50 | 160 | 105 | 70 | |
| 06.3 | 225 | 175 | 120 | 85 | 160 | 110 | 75 | 85 | 75 | 50 | 70 | 55 | 40 | 140 | 100 | 65 | |
| 06.33 | 250 | 75 | 35 | 25 | 60 | 30 | 20 | ||||||||||
Значение поправочного коэффициента  определяется по табл.14.
определяется по табл.14.
Таблица 14.Значение поправочного коэффициента, зависящего от реальной твердости обрабатываемого материала.
| Группа по СМС коду | Твердость по Бринеллю (НВ) | ||||||||||
| Уменьшение твердости Увеличение твердости | |||||||||||
|
|
| ||||||||||
| -80 | -60 | -40 | -20 | 0 | +20 | +40 | +60 | +80 | |||
| 01 | - | - | - | 1,07 | 1,0 | 0,95 | 0,90 | - | - | ||
| 02 | 1,26 | 1,18 | 1,12 | 1,05 | 1,0 | 0,94 | 0,91 | 0,86 | 0,83 | ||
| 03 | - | - | 1,21 | 1,10 | 1,0 | 0,91 | 0,84 | 0,79 | - | ||
| 05 | - | - | 1,21 | 1,10 | 1,0 | 0,91 | 0,85 | 0,79 | 0,75 | ||
| 06 | - | - | 1,31 | 1,13 | 1,0 | 0,87 | 0,80 | 0,73 | - | ||
| 07 | - | 1,14 | 1,08 | 1,03 | 1,0 | 0,96 | 0,92 | - | - | ||
| 08 | - | - | 1,25 | 1,10 | 1,0 | 0,92 | 0,86 | 0,80 | - | ||
| 09 | - | - | 1,07 | 1,13 | 1,0 | 0,97 | 0,95 | 0,93 | 0,91 | ||
| 20 | 1,26 | - | 1,11 | - | 1,0 | - | 0,90 | - | 0,82 | ||
| Группа по СМС коду | Твердость по Роквеллу (HRC) | ||||||||||
| Уменьшение твердости Увеличение твердости | |||||||||||
|
|
| ||||||||||
| -6 | -3 | 0 | +3 | +6 | +9 | ||||||
| 04 | 1,10 | 1,02 | 1,0 | 0,96 | 0,93 | 0,90 | |||||


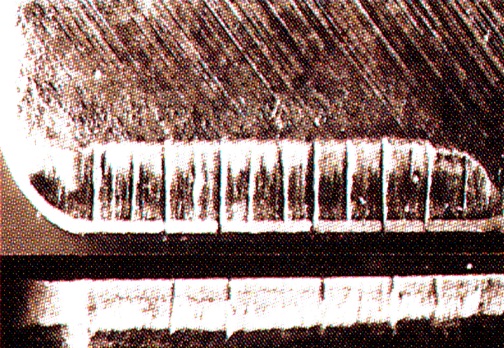
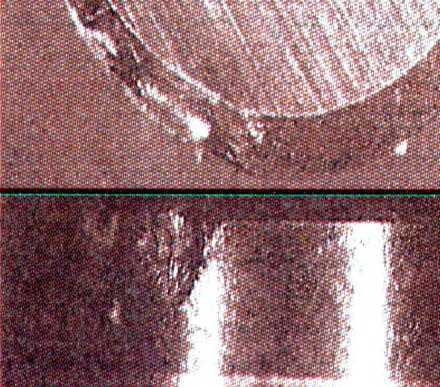
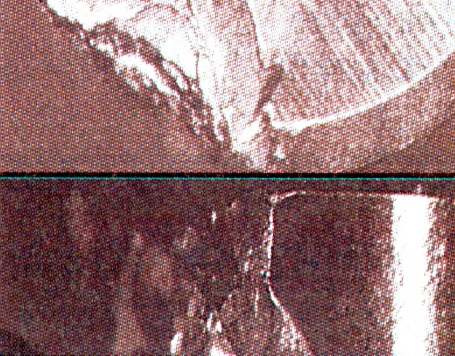
О правильности выбора марки твердого сплава и режимов резания можно судить по износу контактных поверхностей СМП и повреждениям режущих кромок, характерные виды которых приведены на рис. 35.

| 
|
| а | б |

| 
|
| в | г |
| 
|
| д | е |
| Рис.35. Виды износа режущей пластины: а - износ задней поверхности; б - износ передней поверхности; в - пластические деформации; г - термические трещины; д - выкрашивание; е - поломка пластины | |
В таблице 15 приведены рекомендации, позволяющие управлять изнашиванием контактных поверхностей в процессе резания.
Таблица 15 Рекомендации по управлению износом СМП при точении
| Характер износа и повреждения | Способ устранения |
| Преимущественный износ задней поверхности (рис.35а) | Уменьшить подачу при одновременном увеличении скорости резания. Выбрать более износостойкую марку твердого сплава. |
| Преимущественный износ передней поверхности (рис.35б) | Уменьшить скорость резания при одновременном увеличении подачи. Выбрать более износостойкую марку твердого сплава. |
| Пластическая деформация режущего клина (рис. 35в) | Выбрать более износостойкую марку твердого сплава. Снизить режимы резания |
| Образование термических трещин (рис.35г) | Выбрать более прочную марку твердого сплава. Снизить термоциклическую нагрузку. |
| Выкрашивание режущей кромки (рис.35д) | Выбрать более прочную марку твердого сплава. Выбрать СМП с более прочным режущим клином |
| Поломка вершины СМП (рис. 35е) | Выбрать более прочную марку твердого сплава. Уменьшить глубину резания и подачи Выбрать СМП с более прочным режущим клином |








