 2020-07-12
2020-07-12 94
94Технология высокопроизводительной сварки (HIGH-SPEED)
Фирма EWM (Германия) разработала технологию и оборудование Integral-inwerter MIG 500 HIGH-SPEED высокопроизводительного способа сварки.
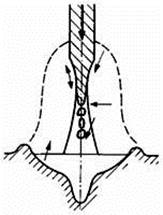
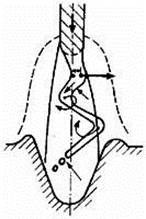
Высокопроизводительная сварка (HIGH-SPEED) позволяет сваривать сплошным электродом со скоростью подачи проволоки до 30 м/мин. Перенос электродного материала происходит в струйном диапазоне. При этом характерны две различные формы перехода: струйный (рисунок 7.1, а) и ротационный (рисунок 7.1, б).
а б
Рисунок 7.1 – Струйный перенос и ротационный перенос
Аксиальный струйный перенос при высоких значениях тока выражается конической формой конца электрода, от которого расходится трапециевидный поток плазмы. Высокое давление столба дуги создает в основном материале проплавление, которое характеризуется узкой и глубокой сердцевиной и корытообразной поверхностной зоной (рисунок 7.2). Расстояние до токоведущего мундштука составляет 15 – 20 мм. Ротационный переход напротив возникает при образовании длинного столба жидкости на конце оплавляющегося электрода. Вследствие очень большого тока и большого вылета электрода температура образовывающейся капли настолько высока, что электрод плавится уже без действия дуги. Расстояние до токоведущего мундштука в этом случае составляет 25 – 35 мм. По причине продольного магнитного поля столб жидкости вращается вокруг своей оси и конически расширяется. Капли металла переходят в радиальном направлении в основной материал и создают относительно плоское и широкое проплавление рисунок 7.2.









