 2020-07-12
2020-07-12 101
101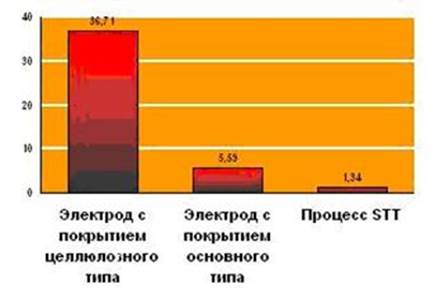
Рисунок 5.4 – Содержание диффузионного водорода в металле шва, выполненного различными методами, мл/100г
Среди других особенностей процесса STT следует выделить сокращение общего тепловложения в свариваемую деталь, крайне низкий уровень разбрызгивания и дымообразования. При этом большинство сварщиков отмечают легкость управления сварочной ванной. Процесс не требует особых навыков, а во многих случаях просто менее трудоемок. Высокие показатели качества и стабильности наплавки достигаются при защите дуги и сварочной ванны наиболее дешевым углекислым газом, поскольку метод оптимизирован именно для типа переноса металла сериями коротких замыканий, характерного для СО2.
Одно из достоинств метода STT – возможность его использования для механизированной сварки. Как отмечалось ранее, системы автоматической сварки стыков трубопроводов позволяют достичь наивысших показателей качества и производительности работ.
Автоматическая сварка предъявляет повышенные требования к качеству подготовки кромок и сборке стыка. Эти требования не всегда возможно выполнить. Поэтому, для труб малого и среднего диаметров (условно менее 558 х 12,7) целесообразно использовать узкую J-образную разделку с углом скоса кромок порядка 5º и притуплением 1,5 мм. Сборка стыка осуществляется без зазора. Все слои выполняются с использованием проволоки сплошного сечения диаметром 1,2 мм. Корневой шов выполняется в смеси 75%Ar/25%CO2 от источника Invertec STT II. Специальная форма разделки, применение двухкомпонентной смеси газов и особенности технологии STT обеспечивают при этом полное проплавление и формирование обратного валика. Заполняющие слои выполняются в чистом CO2, облицовочный слой - в смеси 75%Ar/25%CO2 от классического источника питания с падающей вольтамперной характеристикой. Для работы по такой технологии используется специально разработанная для сварки корневого шва снаружи головка, управляемая микропроцессором.
Для труб большого диаметра (условно свыше 558х12,7) было предложено использовать стандартную заводскую разделку с углом скоса кромок 30º и стандартным притуплением. Сборка стыка выполнялась с зазором порядка 2,0 - 2,5 мм. В этом варианте сварочная технология STT призвана обеспечить выполнение качественного корневого шва при наличии существующих погрешностей подготовки кромок и сборки без использования подкладных колец. Выполнение остальных проходов при сварке всего стыка аналогично первому случаю, за исключением использования порошковой газозащитной проволоки для заполняющих слоев, обеспечивающей лучшее проплавление и при сварке труб большой толщины.
Контрольные вопросы
1. В чем заключается стратегия компании Линкольн Электрик в области полуавтоматической сварки? Чем обусловлена эта стратегия?
2. Что означает аббревиатура STT и в чем заключается процесс STT?
3. Какие конструктивные и функциональные элементы оборудования позволили разработать и использовать этот процесс?
4. Поясните принцип работы инвертора.
5. Поясните принцип обратной связи.
6. Объяснить функции управления величиной базового тока.
5. Что такое пинч-эффект и условия его присутствия.
6. Первая стадия пинч-эффекта.
7. Вторая стадия пинч-эффекта.
8. Роль контура обратной связи на второй стадии пинч-эффекта.
9. Недостатки, которые помогает ликвидировать процесс STT при сварки магистральных трубопроводов?
10. Влияние STT на содержание в шве диффузионного водорода? В чем причина?
11. Другие особенности STT - тепловложение? Разбрызгивание? Трудоемкость?








