 2020-06-29
2020-06-29 167
167
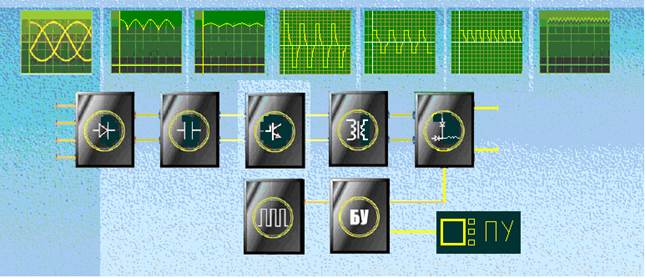

- Предварительный выпрямитель сетевого питающего напряжения
 - Конденсаторный фильтр. Сглаживает пульсации выпрямленного тока.
- Конденсаторный фильтр. Сглаживает пульсации выпрямленного тока.

- Генератор высокочастотных импульсов. Инициирует управляющие сигналы высокой частоты (не менее 20 кГц) и подаёт их на IGBT модуль.

- IGBT модуль. Преобразует постоянное напряжение в переменное частотой не менее 20 кГц

- Сварочный трансформатор. Понижает полученное напряжение до нескольких десятков Вольт, необходимых для легкого возбуждения и устойчивого стабильного горения дуги
 - Вторичный выпрямитель с индуктивным фильтром. Преобразует напряжение, снимаемое с вторичной обмотки трансформатора, в постоянное и подаёт его на выходные клеммы источника питания.
- Вторичный выпрямитель с индуктивным фильтром. Преобразует напряжение, снимаемое с вторичной обмотки трансформатора, в постоянное и подаёт его на выходные клеммы источника питания.
 - Пульт управления с дисплеем.
- Пульт управления с дисплеем.
- Надежность и стабильность работы всех компонентов обеспечивает цифровая система контроля.
Главным достижением микропроцессорных и инверторных технологий является возможность легко и свободно управлять такой непостоянной субстанцией, как сварочная дуга. Цифровая система управления позволяет максимально точно подобрать оптимальную форму Внешней Характеристики Источника Питания для любых, даже самых сложных условий сварки. Эта же система обеспечит тотальный контроль за формированием, отрывом и переносом в сварочную ванну каждой капли электродного металла. У оператора появилась возможность свободно регулировать практически все параметры режима сварки во всём интервале времени от зажигания дуги до заварки кратера. В некоторых моделях аппаратов (МС-500МР, МС-400Т, МС-400ТР, МС-315АС/DC, MC-500AC/DC) блок памяти машины сохранит идеально подобранный режим, а затем воспроизведёт его бессчётное количество раз.
Общение оператора с машиной (ввод и регулирование параметров) происходит при помощи простых и понятных панелей управления, а отображение текущих значений – на цифровом дисплее. Многократный запас прочности каждого элемента не оставляет сомнений в работоспособности машин серии «МС» в самых тяжёлых условиях.
Встроенный блок компенсации входного напряжения позволил максимально расширить диапазон допустимого сетевого напряжения (±15 % от номинала), что особенно актуально при работе со слабыми энергетическими сетями.
Блок защиты, контролирующий такие аварийные ситуации как перегрев, перегрузка по току и напряжению (в том числе и входному), ошибка при подключении фаз не позволит вывести машину из строя.
За счет высокой частоты переменного напряжения, питающего сварочный трансформатор, его размеры и масса существенно (в 3-5 раз) снижаются. Повышается коэффициент мощности до значений 0,5-0,7 для традиционных источников. При этом КПД инверторного источника достигает значения 85%, что обеспечивает существенную экономию энергопотребления.
Практика применения инверторных источников питания свидетельствует о существенной экономии энергопотребления по сравнению с трансформаторными источниками, как с точки зрения активной энергии на 25-30%. Так и ее реактивной составляющей. Снижение полной потребляемой мощности и соответственно фазных токов достигает 1,5-2 раз, что означает снижение загрузки сети, расходов на токопотребляющий кабель и электрораспределительную аппаратуру. Нет необходимости в расходах на приобретение установок компенсации реактивной мощности, ввиду ее крайне низкого значения. Окупаемость инверторных источников питания при сварке, только за счет экономии электроэнергии, в том числе при нахождении источника в режиме холостого хода, примерно за год компенсирует его более высокую стоимость.
Уверены, что и вы найдёте в представленной серии своего надёжного помощника для выполнения Ваших производственных задач. Желаем успеха!








