 2020-06-29
2020-06-29 871
871Менее универсальны безынжекторные горелки (рис. 2.2), в которых горючий газ и кислород подаются под одинаковым давлением 0,05…0,10 МПа, что обеспечивает постоянный состав смеси в течение всего времени работы горелки (например, типа ГАР). Для точного регулирования давления газов вентили этих горелок снабжены игольчатыми шпинделями. Безынжекторные горелки не могут работать на горючем газе низкого давления. Однако они обеспечивают постоянный состав горючей смеси во время работы и просты по конструкции.
 Рис. 2.2.Схема безынжекторной горелки:
Рис. 2.2.Схема безынжекторной горелки:
1 — мундштук; 2 — трубка наконечника; 3 — вентиль кислорода; 4 — ниппель кислорода; 5 — ниппель ацетилена; 6 — вентиль ацетилена; I — кислород; II — ацетилен
Технические характеристики универсальных ацетиленокислородных горелок приведены в табл. 2.3 (ГОСТ 1077—79).
| Таблица 2.3. Универсальные ацетиленокислородные горелки | ||||
| Тип горелки | Модель горелки | Номера наконечников | Масса, кг, не более | Внутренний диаметр присоедини- тельного рукава, мм |
| Г1 (микромощности) | ГС-1 | 000; 00; 0 | 0,4 | 4 |
| Г2 (малой мощности) | Г2-04 | 0; 1; 2; 3; 4 | 0,7 | 6 |
| ГЗ (средней мощности) | Г3-03 | 0; 1; 2; 3; 4; 5; 6; 7 | 1,2 | 9 |
| Г4 (большой мощности) | ГС-4 | 8; 9 | 2,5 | 9 |
| Примечание. Горелки типа Г1 — безынжекторные, остальных типов — инжекторные. Горелка ГС-4 предназначена для подогрева. Горелка Г2-04 по конструкции подобна ранее выпускавшимся горелкам Г2-02, «Звездочка», «Малютка». Горелка Г3-03 заменила выпускавшиеся ранее горелки «Звезда», «Москва», ГС-3, ГС-3а. | ||||
Горелки для горючих — заменителей ацетилена можно подразделить на следующие группы:
§ горелки с подогревом горючей смеси до ее выхода из мундштука;
§ обычные горелки для ацетиленокислородной сварки, снабженные инжекторами, смесительными камерами и мундштуками с расширенными проходными сечениями;
§ камерно-вихревые горелки;
§ горелки, работающие на жидких горючих.
Камерно-вихревые горелки используются для некоторых процессов газопламенной обработки: нагрева, пайки, сварки пластмасс — т. е. там, где не требуется высокая температура ацетиленокислородного пламени.
Горелки для пропан-бутановой смеси и для других газов — заменителей ацетилена отличаются от ацетиленовых горелок тем, что они снабжены устройством для подогрева смеси горючего газа с кислородом до выхода ее из канала мундштука (рис. 2.3) (например, типа ГЗУ-3-02).
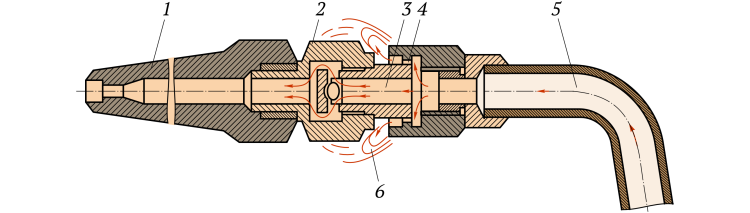 Рис. 2.3.Наконечник с подогревателем для сварки на пропан-бутане:
Рис. 2.3.Наконечник с подогревателем для сварки на пропан-бутане:
1 — мундштук; 2 — подогревающая камера; 3 — подогреватель; 4 — сопла подогревателя; 5 — трубка горючей смеси; 6 — подогревающее пламя
Подогреватель 3 ввинчивается между трубкой 5 горючей смеси и мундштуком 1 горелки, через его отверстия (сопла) 4 часть горючей смеси выходит наружу еще до мундштука. При работе горелки пламя 6 от сгорания этой части смеси обволакивает мундштук 1 и подогревает до температуры 300…350°С проходящую через него основную часть смеси. В результате скорость сгорания газа и температура сварочного пламени повышаются. Это увеличивает эффективную мощность пламени и производительность процесса обработки металла. Каждая горелка укомплектована набором наконечников, позволяющих задавать необходимый расход газа и регулировать мощность пламени.
Техническая характеристика сварочных горелок для газов — заменителей ацетилена представлена в табл. 2.4.
| Таблица 2.4. Горелки сварочные для газов — заменителей ацетилена | ||||||||
| Марка горелки | Модель горелки | Расход, дм3/ч | Давление, МПа | Толщина свариваемого металла, мм | ||||
| пропан-бутана | природного газа | кислорода | горючего газа | кислорода | ||||
| ГЗУ-4 | 1 | 25…60 | 70…170 | 105…260 | 0,03 | 0,1…0,4 | 0,5…1,5 | |
| 2 | 60…125 | 170…360 | 260…540 | 0,03 | 0,15…0,40 | 1,5…2,5 | ||
| 3 | 125…220 | 360…580 | 540…840 | 0,03 | 0,2…0,4 | 2,5…4,0 | ||
| 4 | 200…335 | 580…940 | 840…1400 | 0,03 | 0,2…0,4 | 4…7 | ||
| ГЗУ-3 | 5 | 400…650 | 1 020…1650 | 1 350…2200 | 0,02 | 0,2…0,4 | — | |
| 6 | 650…1050 | 1 650…2700 | 2 200…3600 | 0,02 | 0,2…0,4 | — | ||
| 7 | 1 050…1700 | 2 700…4500 | 3 600…5800 | 0,02 | 0,2…0,4 | |||
2.3Электрододержатели
Электрододержатель (ГОСТ 14651—78 «Электрододержатели для ручной дуговой сварки. Технические условия») должен быть легким (массой не более 0,5 кг), с надежной изоляцией, не нагревающимся при работе и обеспечивающим быстрое и надежное закрепление электрода (рис. 2.4).
 Рис. 2.4.Электрододержатель серии ЭП:
Рис. 2.4.Электрододержатель серии ЭП:
1 — защитный колпачок пружины; 2 — пружина; 3 — рычаг с верхней губкой; 4 — теплоизоляционная защита; 5 — нижняя губка; 6 — конус резьбовой втулки
В зависимости от способа крепления электродов различают пассатижные (ЭП и ЭД), винтовые, эксцентриковые (ЭУ и ЭДС) и другие виды электрододержателей (табл. 2.5).








