 2020-06-30
2020-06-30 171
171· предварительную обработку наносимого материала; · предварительную механическую обработку восстанавливаемой поверхности; · подготовку восстанавливаемой поверхности (нарезание «рваной» резьбы, дробеструйная обработка, обезжиривание); · изоляцию поверхностей, не подлежащих напылению (установка заглушек в масляные каналы детали, выходящие в зону напыляемых поверхностей, установка экранов, нанесение лака); · нагрев детали; · нанесение подслоя; · нанесение основного покрытия; · оплавление покрытия; · выдержку деталей в термосе; · снятие экранов и заглушек, очистку детали.
Сущность процесса металлизации.
Как технологический способ электродуговое напыление позволяет использовать основные технологические достоинства газотермического напыления, присущие прогрессивному промышленному производству, – переналаживаемое и мобильное производственное оборудование, высокую производительность и культуру организации технологического процесса. При электродуговом напылении источником энергии теплового диспергирования является мощный дуговой разряд промышленного тока, и под воздействием выделяющейся теплоты горения электрической дуги происходит нагревание и расплавление вещества напыляемого материала, исходное состояние которого – проволока, подающаяся в зону горения электрической дуги синхронно интенсивности расплавления.
Объясните схему газопламенного напыления порошком, проволокой.
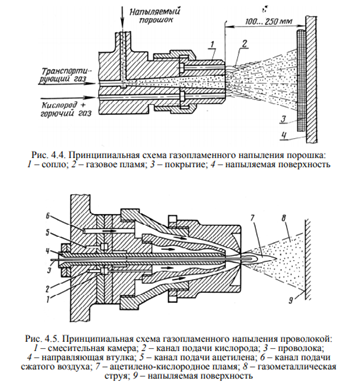 Сущность газопламенного напыления заключается в нагреве напыляемых материалов газовым пламенем и транспортировании их на восстанавливаемую поверхность скоростным газовым потоком. Напыляемый материал подается в зону нагрева в виде порошка (рис. 4.4), прутка (проволоки) (рис. 4.5), а также в виде набивного шнура. Тепло для нагрева материала получают путем сжигания ацетилена или пропан-бутана в кислороде, а переносится материал сжатым воздухом или продуктами сгорания углеводородного топлива. Распыленные металличе ские частицы, летящие со скоростью 120 м/с, попадают на подготовленную поверхность детали и формируют покрытие. Скорость газового потока – 150...160 м/с. Порошок подают, как правило, вдоль оси факела в его внутреннюю часть под действием транспортирующего газа или собственного веса. Проволоки и шнуры подают в восстановительную часть пламени. Для восстановления деталей применяют три вида газопламенного напыления: без оплавления, с последующим оплавлением, с одновременным оплавлением. Первый вид напыления – без оплавления – служит для восстановления деталей, не испытывающих деформации, температуру менее 350 °С и знакопеременные нагрузки. Покрытия без оплавления наносят при восстановлении наружных и внутренних цилиндрических поверхностей подвижных и неподвижных соединений при невысоких требованиях к прочности соединения с основным материалом.
Сущность газопламенного напыления заключается в нагреве напыляемых материалов газовым пламенем и транспортировании их на восстанавливаемую поверхность скоростным газовым потоком. Напыляемый материал подается в зону нагрева в виде порошка (рис. 4.4), прутка (проволоки) (рис. 4.5), а также в виде набивного шнура. Тепло для нагрева материала получают путем сжигания ацетилена или пропан-бутана в кислороде, а переносится материал сжатым воздухом или продуктами сгорания углеводородного топлива. Распыленные металличе ские частицы, летящие со скоростью 120 м/с, попадают на подготовленную поверхность детали и формируют покрытие. Скорость газового потока – 150...160 м/с. Порошок подают, как правило, вдоль оси факела в его внутреннюю часть под действием транспортирующего газа или собственного веса. Проволоки и шнуры подают в восстановительную часть пламени. Для восстановления деталей применяют три вида газопламенного напыления: без оплавления, с последующим оплавлением, с одновременным оплавлением. Первый вид напыления – без оплавления – служит для восстановления деталей, не испытывающих деформации, температуру менее 350 °С и знакопеременные нагрузки. Покрытия без оплавления наносят при восстановлении наружных и внутренних цилиндрических поверхностей подвижных и неподвижных соединений при невысоких требованиях к прочности соединения с основным материалом.








